Da Laser-Cut a Pronto per l'assemblaggio — Automaticamente.
Il taglio laser è preciso. Ma ogni parte che esce dalla macchina presenta ancora sbavature, ossidi, scorie e spigoli vivi e la superficie deve ancora essere lavorata prima di poter essere rivestita, saldata o assemblata. La sbavatura manuale risolve il problema lentamente, in modo incoerente e con costi di manodopera elevati. Le macchine di finitura automatizzate risolvono il problema in un unico passaggio ripetibile, in linea con la linea di produzione laser esistente.
Un operatore gestisce ciò che in precedenza richiedeva più stazioni di molatura manuale
Sbavatura, rimozione dell'ossido, arrotondamento dei bordi e finitura delle superfici: tutto in un unico ciclo di trasporto

Problemi che ogni officina laser deve affrontare dopo ogni taglio
Il taglio laser è veloce e preciso, ma non completa il pezzo. Ogni pezzo che esce dal laser cutter presenta ancora questi difetti tipici.
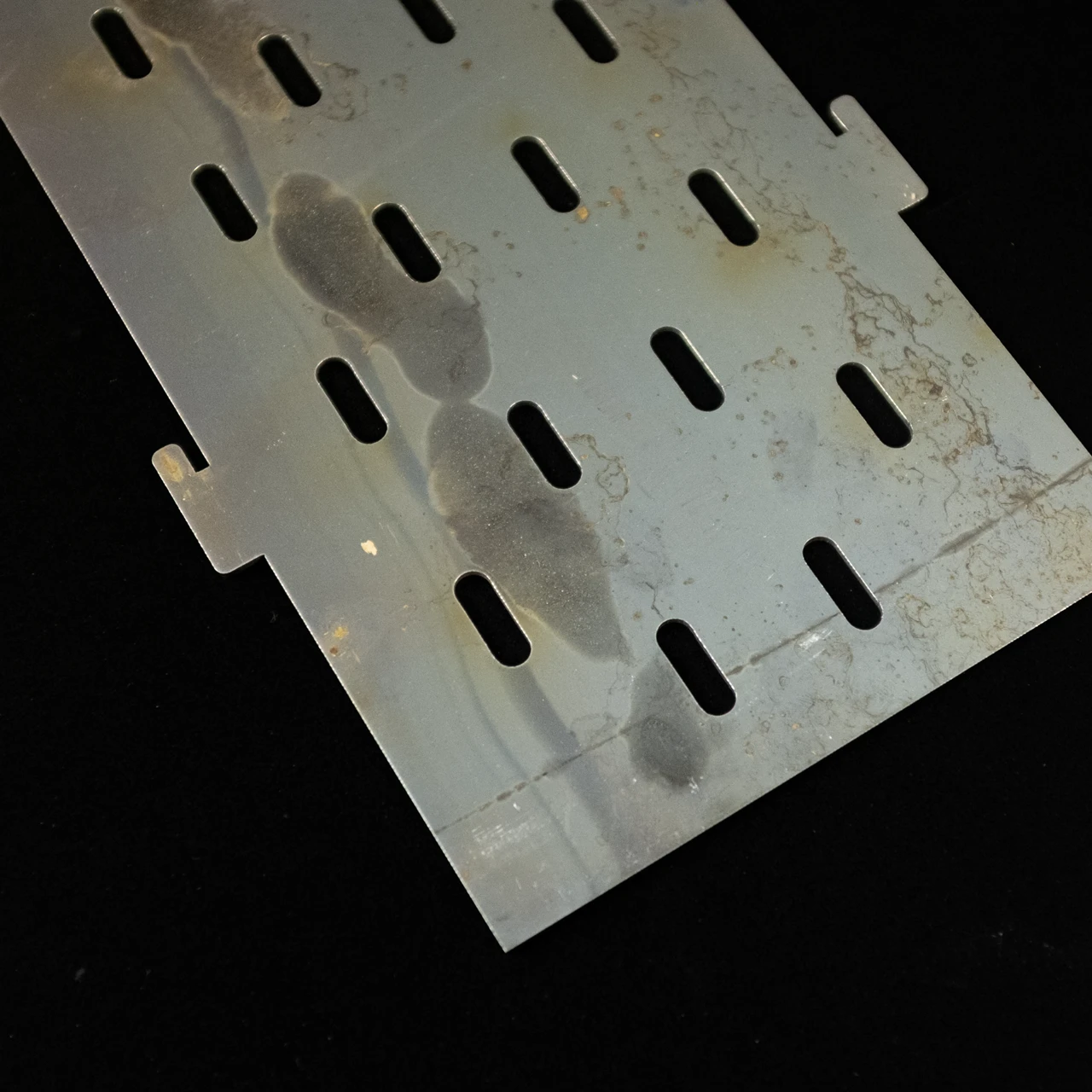
Strato di ossido e tinta termica
Il taglio laser, in particolare CO₂ e fibra assistita da ossigeno, forma una pellicola di ossido scuro attorno a ogni bordo di taglio. Sull'acciaio al carbonio, è uno strato spesso e fragile. Sull'acciaio inossidabile, è una tinta termica scolorita. Entrambi bloccano l'adesione delle saldature, interferiscono con l'incollaggio di vernice e vernice a polvere e causano una corrosione prematura.

Bave e scorie
Il taglio laser lascia metallo indesiderato su ogni bordo di taglio: la forma dipende dallo spessore. Su un foglio standard, il risultato è sbavature: sporgenze verticali sopra la faccia di taglio e laterali che si allargano lateralmente. Su una lamiera di spessore superiore a 6—8 mm, il calore fonde più materiale di quello espulso dal taglio, che si solidifica una volta indurito scorie sul lato inferiore. Gli utensili di sbavatura standard si usurano rapidamente a causa delle scorie e non possono trattarli allo stesso modo delle sbavature.

Spigoli vivi e raggio incoerente
Anche un taglio laser preciso lascia angoli affilati su ogni profilo e ritaglio interno. I rivestimenti si assottigliano in corrispondenza degli spigoli vivi a causa della tensione superficiale: è qui che iniziano la ruggine e la desquamazione. La rettifica manuale risolve questo problema, ma i risultati variano a seconda degli operatori e dei turni. Gli OEM e i fornitori di primo livello richiedono sempre più spesso un raggio del bordo definito e documentato per le specifiche di rivestimento e il PPAP.
Esegui le tue parti prima di decidere
Condividete il materiale, lo spessore e la geometria del pezzo: i nostri ingegneri mapperanno la macchina giusta e potranno eseguire un test con le parti effettive. Verifica il raggio del bordo e la finitura della superficie prima di procedere.

Cosa fa ogni fase di finitura per le parti tagliate al laser
La finitura di un pezzo tagliato al laser comporta diversi processi distinti, ognuno dei quali mira a un diverso difetto lasciato dal taglio. La maggior parte delle sbavatrici automatiche combina più fasi in un'unica passata. Capire cosa fa ogni processo e cosa succede a valle quando viene saltato rende più facile scegliere la configurazione giusta.
01. Sbavatura
Ogni taglio laser lascia sbavature verticali e laterali sul bordo di taglio. Impediscono alle parti di posizionarsi a filo negli apparecchi e danneggiano le apparecchiature di precisione a valle con cui entrano in contatto.

02. Rimozione laser dell'ossido
Il taglio assistito dall'ossigeno forma uno strato di ossido lungo il bordo di taglio: una pellicola scura sull'acciaio al carbonio, una tinta a caldo sull'acciaio inossidabile. Entrambi bloccano l'adesione del rivestimento e introducono porosità nella saldatura.

03. Rimozione delle scorie
Su una lamiera spessa superiore a ~6—8 mm, il metallo fuso in eccesso si solidifica sotto forma di scorie indurite sul lato inferiore tagliato. I nastri abrasivi standard si usurano rapidamente e non sono in grado di rimuoverlo in modo affidabile.

04. Arrotondamento dei bordi
I bordi tagliati sono geometricamente affilati anche dopo la sbavatura. I rivestimenti si assottigliano agli angoli acuti: è qui che inizia la ruggine. L'arrotondamento dei bordi crea un raggio controllato da R0,3 a R2,5+ su tutti i contorni.

05. Finitura superficiale
Due opzioni: non direzionale (rotazione casuale) per le parti che verranno rivestite o saldate: nessuna venatura visibile, migliore adesione. Line-grain per applicazioni architettoniche o decorative visibili in cui la texture spazzolata fa parte delle specifiche.

Le configurazioni più selezionate tra i progetti dei clienti
Queste configurazioni vengono spesso selezionate dai clienti in base ai tipici requisiti di finitura della lamiera. Ogni modello combina moduli di lavorazione specifici per soddisfare applicazioni comuni come sbavatura, arrotondamento dei bordi, finitura superficiale e lucidatura.








Tutti i modelli, fianco a fianco
Ogni macchina lavora acciaio inossidabile, acciaio al carbonio, alluminio e ottone. Tutti supportano l'add-on Wet Extraction. Pezzo minimo 50 × 50 mm in tutti i modelli.
Personalizzazione Funzionalità
Le macchine Evotec offrono una gamma di opzioni configurabili, che consentono ai produttori di adattare le proprie apparecchiature per esigenze di lavorazione specifiche. Dall'estrazione della polvere alle configurazioni abrasive modulari, ogni personalizzazione migliora le prestazioni e ottimizza l'efficienza del flusso di lavoro.
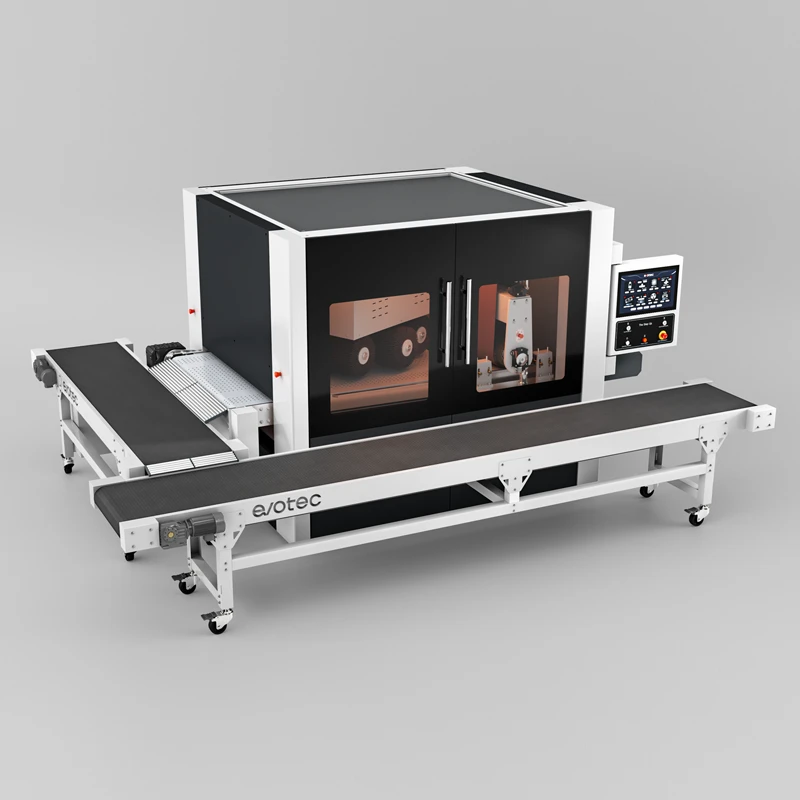
CONVEYOR
Il CONVEYOR di Evotec automatizza la gestione dell'ingresso e dell'uscita della vostra linea di finitura Evotec. Disponibile nelle configurazioni di ingresso e uscita con larghezze di 800, 1300 e 1600 mm.

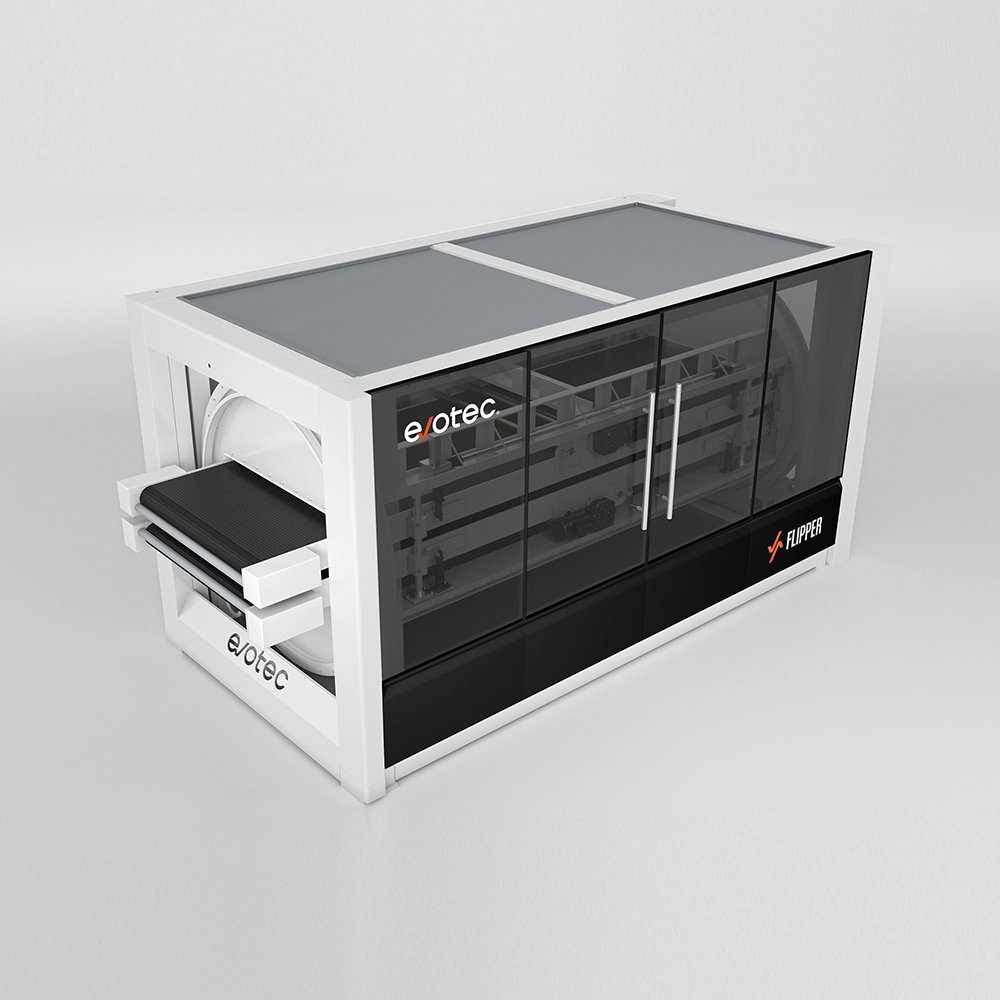
Flipper
La soluzione automatizzata per la finitura su due lati: entrambi i lati, una passata, zero ribaltamento manuale.
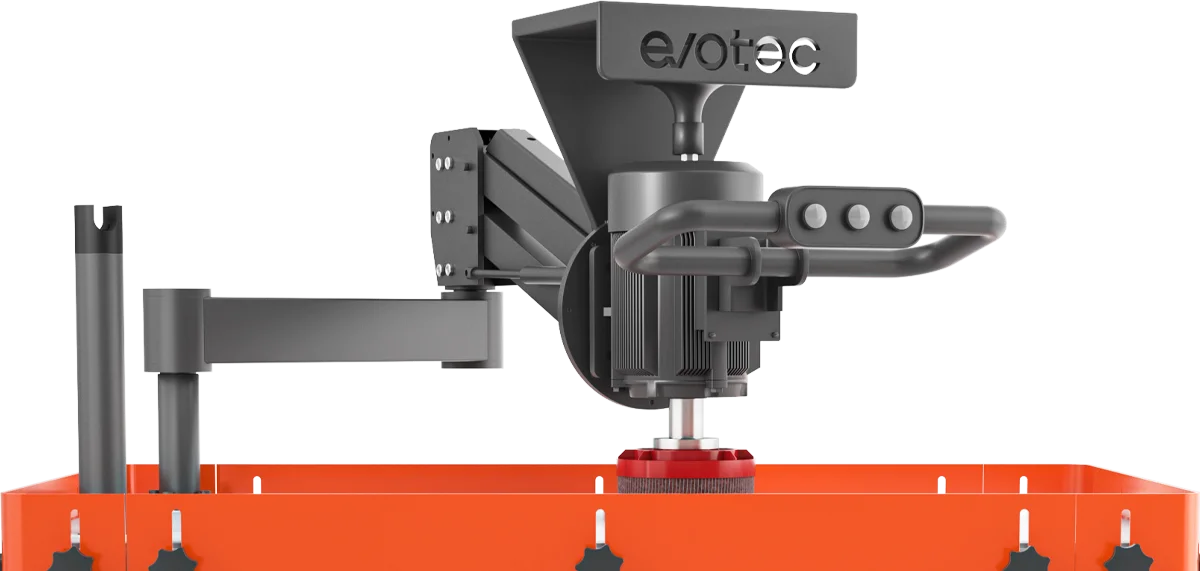
VSORT
Braccio robotico con visione per lo smistamento e la movimentazione di parti metalliche

Hydro Dust 2.0
Sistema di estrazione a umido che rimuove in sicurezza la polvere metallica durante le operazioni di finitura.

U-Flow
Trasportatore di ritorno automatico che consente un'efficiente finitura dei pezzi su due lati.
Ottieni un consiglio di configurazione
Scegliere il prodotto giusto è difficile, ma siamo qui per aiutarti. Con oltre un decennio di esperienza nel settore dell'automazione della sbavatura e dell'arrotondamento dei bordi, abbiamo visto tutto.
FAQs
Un taglio laser può apparire liscio alla vista pur presentando sbavature microscopiche lungo i bordi di taglio, angoli affilati a coltello su ogni profilo e, in particolare sull'acciaio al carbonio, uno strato di ossido visibile attorno alla zona di taglio. Questi difetti sono inerenti al processo di taglio termico e non possono essere evitati semplicemente regolando i parametri laser. La sbavatura e la finitura dei bordi risolvono ciò che il laser cutter non può fare: le condizioni del pezzo dopo il taglio. Senza finitura, i pezzi presentano rischi per la sicurezza durante la manipolazione, non riescono a stare a filo nei dispositivi di piegatura o saldatura e producono difetti di adesione del rivestimento una volta verniciati o verniciati a polvere.
Quando un laser taglia l'acciaio al carbonio, in particolare con il gas di assistenza dell'ossigeno, o taglia l'acciaio inossidabile, lungo il bordo di taglio si forma uno strato di ossido di metallo come sottoprodotto del calore. Sull'acciaio al carbonio, questo ossido appare come una pellicola scura e fragile. Sull'acciaio inossidabile, si presenta con una tinta a caldo blu, dorata o marrone. Entrambe le forme di ossido impediscono alle vernici e alle vernici di aderire correttamente alla superficie metallica e introducono porosità nelle saldature eseguite in corrispondenza o in prossimità del bordo di taglio. La rimozione laser dell'ossido, eseguita utilizzando una combinazione di nastro abrasivo e spazzola sulla macchina di finitura, rimuove questo strato e ripristina il metallo nudo e reattivo. È un passaggio obbligatorio per qualsiasi parte tagliata al laser che verrà verniciata a polvere, verniciata a umido o saldata vicino al bordo tagliato.
Il raggio minimo del bordo consigliato per le parti verniciate a polvere è in genere R0,3—R0,5 mm sui bordi esposti. Questo è sufficiente perché il rivestimento raggiunga uno spessore di pellicola adeguato all'angolo senza assottigliarsi. Per le parti utilizzate all'aperto, in ambienti corrosivi o in base ai requisiti dei test in nebbia salina, si specificano comunemente da R1.0 a R2.5+. I raggi più ampi consentono alla polvere di avvolgersi più efficacemente intorno agli angoli, producendo una pellicola più spessa e resistente sul bordo, che è anche il punto più vulnerabile alla formazione di ruggine. Se il cliente finale o l'OEM ha una specifica di rivestimento definita, in genere indica un raggio minimo del bordo. Se non esiste alcuna specifica, R0.5 è una base di riferimento ragionevole per la fabbricazione generale.
La finitura non direzionale, chiamata anche random swirl o NDMF, è prodotta da moduli di spazzole rotanti che lavorano la superficie in più direzioni contemporaneamente, creando una texture uniforme senza una direzione della grana visibile. Questa è la finitura standard per le parti che verranno rivestite, saldate o assemblate: il profilo superficiale uniforme migliora l'adesione del rivestimento in modo uniforme su tutta la faccia senza introdurre segni direzionali che sarebbero visibili attraverso un rivestimento sottile. La finitura a grana lineare è ottenuta mediante testine abrasive che si muovono in un'unica direzione, creando un disegno direzionale uniforme simile all'acciaio inossidabile spazzolato utilizzato nei pannelli architettonici, nelle attrezzature da cucina o negli involucri industriali a vista. È tipicamente indicata per applicazioni cosmetiche o architettoniche in cui la texture spazzolata fa parte dell'aspetto del prodotto finito. La maggior parte delle parti strutturali e verniciate tagliate al laser utilizza una finitura non direzionale.
Le configurazioni standard della testina del tamburo e della spazzola rotante gestiscono molto bene i perimetri esterni. Per le funzioni interne (fori, fessure, aperture e ritagli complessi) sono necessari i moduli top brush (unità D). Si tratta di pennelli sottili, simili a dita, che penetrano nei contorni interni del pezzo, rimuovendo le sbavature laterali dai bordi interni e arrotondando il perimetro interno. EdgeX SDR è il modello appositamente progettato per questo scopo: la sua configurazione a tre stadi (Drum Head → Top Brushes → Rotary Brushes) gestisce l'arrotondamento dei bordi esterno e interno nella stessa passata. È convalidato per raggiungere l'R2.5+ sui bordi. Le parti con fori per i bulloni, fessure rettangolari o motivi di ritaglio complessi traggono i maggiori vantaggi da questa configurazione.
Le macchine di finitura Evotec sono progettate per funzionare in linea, posizionate direttamente dopo il laser cutter nel flusso di produzione. La macchina riceve i pezzi dall'uscita laser, li fa passare attraverso le fasi di finitura configurate (per ottenere il carico e lo scarico automatizzato dei pezzi sono necessari sistemi di trasporto estesi e il braccio robotico VSORT con guida visiva VSORT) e consegna i pezzi finiti alla fase successiva. Per i negozi più piccoli, i modelli compatti come FabGo 300 o FabGo 600 sono posizionati direttamente adiacenti al laser cutter con un ingombro minimo. Per operazioni di volume più elevato, le serie complete SurfEx ed EdgeX si collegano alla linea di produzione e possono essere estese con il caricatore automatico VSORT (per l'alimentazione dei pezzi a mani libere), il trasportatore di ritorno U-Flow (per la finitura su due lati con un operatore) e il Flipper (per il ribaltamento automatico dei pezzi). Le macchine utilizzano il sistema di trasporto EvoFlow con ritenzione del pezzo sottovuoto (AirLock) o magnetica (MagniLock), che gestisce pezzi di dimensioni fino a 50 × 50 mm. Non è richiesto alcun fissaggio speciale o integrazione personalizzata.
Sì, questo è esattamente il vantaggio delle macchine di finitura automatizzate rispetto ai processi manuali. Le macchine Evotec sono modulari: più teste di lavorazione (Drum Heads, Rotary Brushes, Top Brushes, Polish Bar, Slag Hammer) sono disposte in sequenza sullo stesso trasportatore. Una parte inserita in un'estremità esce dall'altra con tutti i processi configurati completati. Ad esempio, la configurazione SurfEx SRS fa passare un pezzo attraverso una testa a tamburo (sbavatura + rimozione dell'ossido), una spazzola rotante (arrotondamento dei bordi) e una seconda testina a tamburo (finitura a grana fine) in un'unica passata. L'EdgeX SDR utilizza la testina a tamburo, le spazzole superiori (smussatura interna) e le spazzole rotative (arrotondamento dei bordi + finitura NDMF). La configurazione della macchina viene scelta al momento dell'ordine in base ai processi richiesti dai pezzi: non è necessario limitarsi a un processo per macchina.
Hai ancora domande?
Esegui le tue parti prima di decidere
Condividete il materiale, lo spessore e la geometria del pezzo: i nostri ingegneri mapperanno la macchina giusta e potranno eseguire un test con le parti effettive. Verifica il raggio del bordo e la finitura della superficie prima di procedere.