De Laser-Cut para Assembly-Ready — Automaticamente.
O corte a laser é preciso. Mas cada peça que sai da máquina ainda tem rebarbas, óxido, escória e bordas afiadas — e a superfície ainda precisa ser trabalhada antes de ser revestida, soldada ou montada. A rebarbação manual resolve isso de forma lenta, inconsistente e com alto custo de mão de obra. As máquinas de acabamento automatizadas resolvem isso em uma única passagem repetível, em linha com sua linha de produção a laser existente.
Um operador lida com o que anteriormente exigia várias estações de moagem manual
Rebarbação, remoção de óxido, arredondamento de bordas e acabamento de superfície — tudo em uma única operação de esteira

Problemas que toda loja de laser enfrenta após cada corte
O corte a laser é rápido e preciso, mas não finaliza a peça. Cada peça de trabalho que sai do cortador a laser ainda tem esses defeitos típicos.
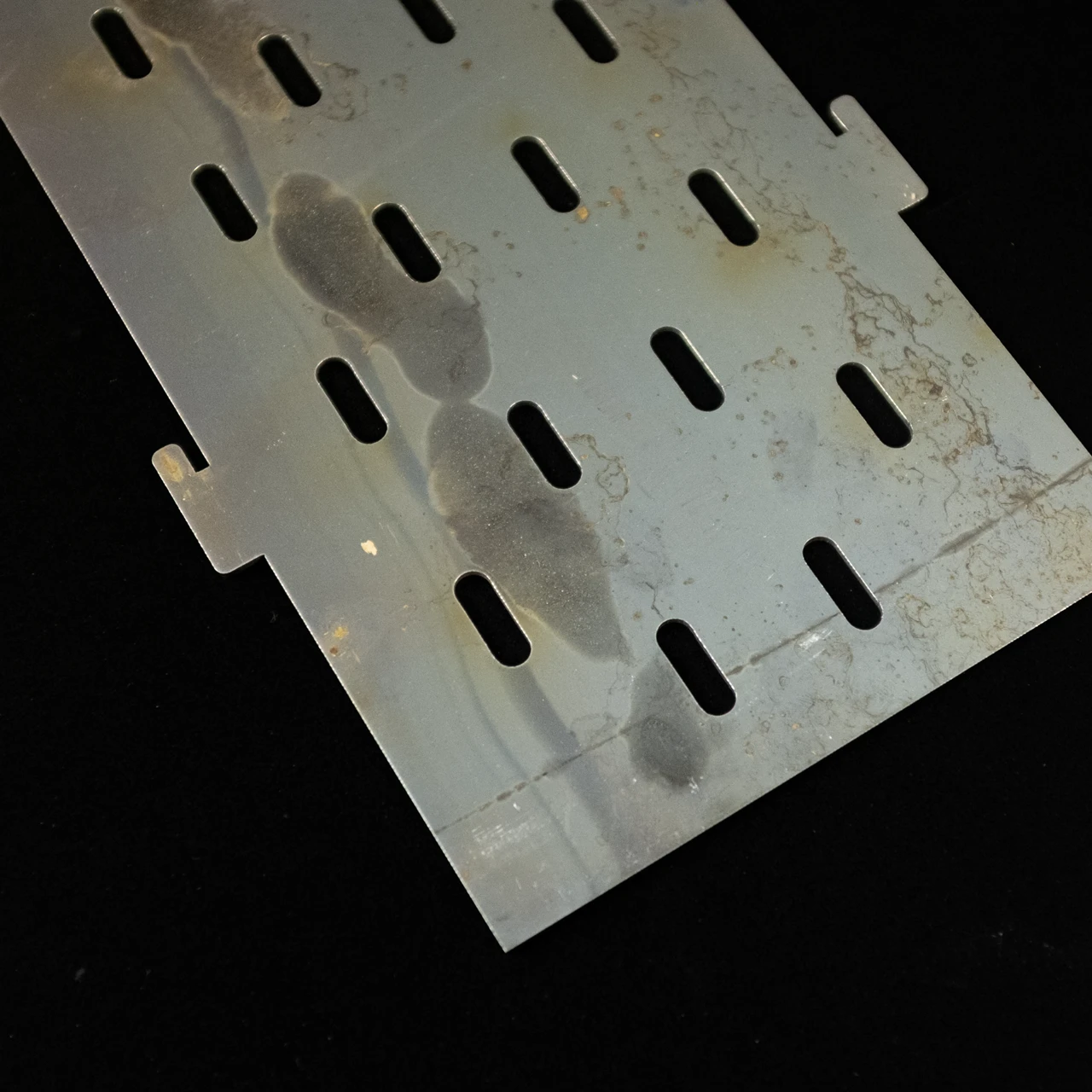
Camada de óxido e tonalidade térmica
O corte a laser — especialmente CO₂ e fibra com auxílio de oxigênio — forma uma película de óxido escuro ao redor de cada aresta de corte. No aço carbono, é uma camada grossa e quebradiça. Em aço inoxidável, é uma tonalidade térmica descolorida. Ambos bloqueiam a adesão da solda, interferem na colagem da tinta e do revestimento em pó e causam corrosão prematura.

Rebarbas e escórias
O corte a laser deixa metal indesejado em cada aresta de corte — a forma depende da espessura. Na folha padrão, o resultado é rebarbas: saliências verticais acima da face cortada e laterais que se espalham lateralmente. Em placas grossas acima de 6—8 mm, o calor derrete mais material do que o corte ejeta, que se solidifica quando endurecido escória na parte inferior. As ferramentas de rebarbação padrão se desgastam rapidamente contra a escória e não podem tratá-la da mesma forma que as rebarbas.

Bordas afiadas e raio inconsistente
Até mesmo um corte a laser limpo deixa cantos afiados em cada perfil e recorte interno. Os revestimentos se diluem em bordas afiadas devido à tensão superficial — é aí que a ferrugem e o descascamento começam. A retificação manual resolve isso, mas os resultados variam entre operadores e turnos. Os OEMs e os fornecedores de nível 1 exigem cada vez mais um raio de borda definido e documentado para especificações de revestimento e PPAP.
Examine suas peças antes de decidir
Compartilhe seu material, espessura e geometria da peça — nossos engenheiros mapearão a máquina certa e poderão fazer um teste com suas peças reais. Veja o raio da borda e o acabamento da superfície antes de se comprometer.

O que cada etapa de acabamento faz para peças cortadas a laser
O acabamento de uma peça cortada a laser envolve vários processos distintos, cada um visando um defeito diferente deixado pelo corte. A maioria das rebarbadoras automatizadas combina vários estágios em uma única passagem. Entender o que cada processo faz — e o que acontece a jusante quando ele é ignorado — facilita a escolha da configuração correta.
01. Rebarbação
Cada corte a laser deixa rebarbas verticais e laterais na borda cortada. Eles evitam que as peças fiquem niveladas nas luminárias e danifiquem qualquer equipamento de precisão a jusante com o qual entrem em contato.

02. Remoção de óxido a laser
O corte assistido por oxigênio forma uma camada de óxido ao longo da borda de corte — uma película escura em aço carbono, tinta térmica em aço inoxidável. Ambos bloqueiam a adesão do revestimento e introduzem a porosidade da solda.

03. Remoção de escória
Em placas grossas acima de ~ 6—8 mm, o excesso de metal fundido se resolidifica como escória endurecida na parte inferior cortada. As correias abrasivas padrão se desgastam rapidamente e não podem removê-la de forma confiável.

04. Arredondamento de bordas
As bordas cortadas são geometricamente nítidas mesmo após a rebarbação. Os revestimentos se diluem nos cantos afiados — é aí que a ferrugem começa. O arredondamento das bordas cria um raio controlado de R0.3 a R2.5+ em todos os contornos.

05. Acabamento de superfície
Duas opções: não direcional (espiral aleatório) para peças que serão revestidas ou soldadas — sem granulação visível, melhor aderência. Grau de linha para aplicações arquitetônicas ou decorativas visíveis em que a textura escovada faz parte da especificação.

Configurações mais selecionadas em todos os projetos do cliente
Essas configurações são frequentemente selecionadas pelos clientes com base nos requisitos típicos de acabamento de chapas metálicas. Cada modelo combina módulos de processamento específicos para atender a aplicações comuns, como rebarbação, arredondamento de bordas, acabamento de superfície e polimento.








Todos os modelos, lado a lado
Cada máquina processa aço inoxidável, aço carbono, alumínio e latão. Todos suportam o complemento Wet Extraction. Peça mínima de 50 × 50 mm em todos os modelos.
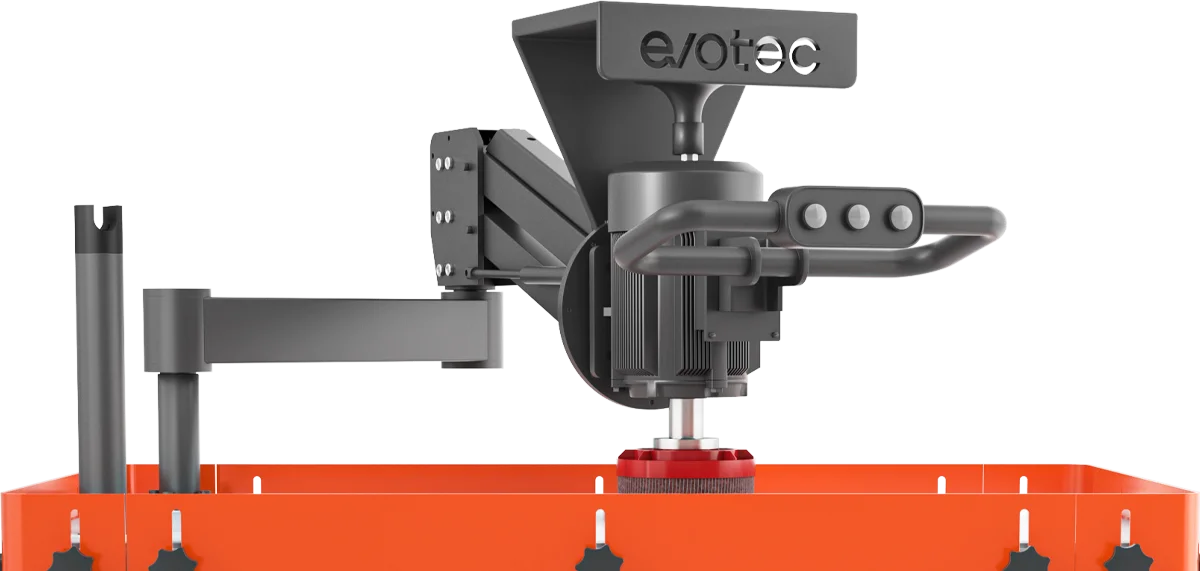
Personalização Capacidades
As máquinas Evotec oferecem uma variedade de opções configuráveis, permitindo que os fabricantes adaptem seus equipamentos às necessidades específicas de processamento. Da extração de poeira às configurações modulares de abrasivos, cada personalização aprimora o desempenho e otimiza a eficiência do fluxo de trabalho.
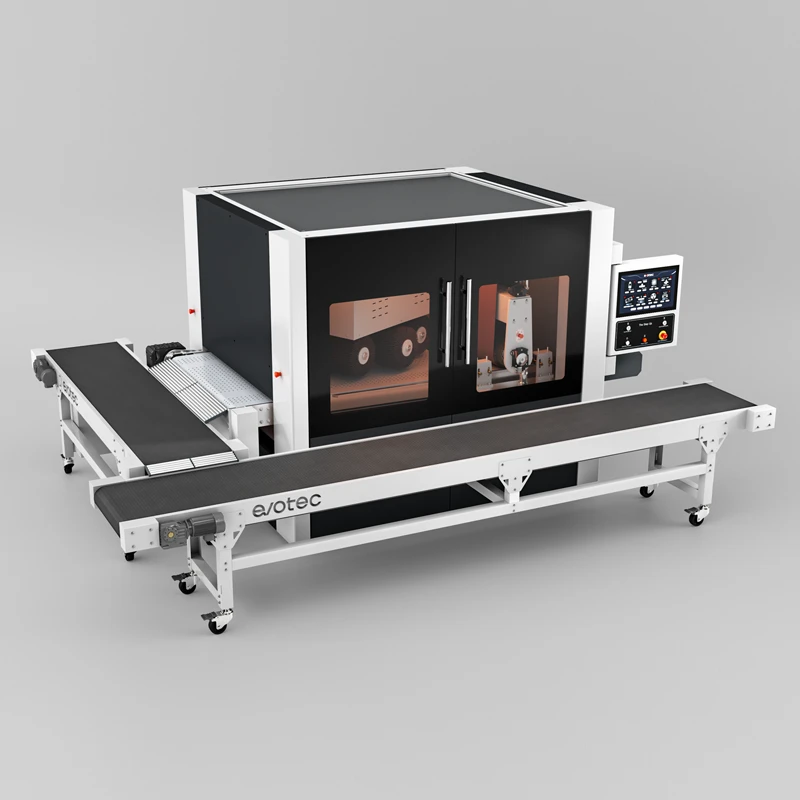
CONVEYOR
O CONVEYOR da Evotec automatiza o manuseio de entrada e saída de sua linha de acabamento Evotec. Disponível em configurações de entrada e saída em larguras de 800, 1300 e 1600 mm.

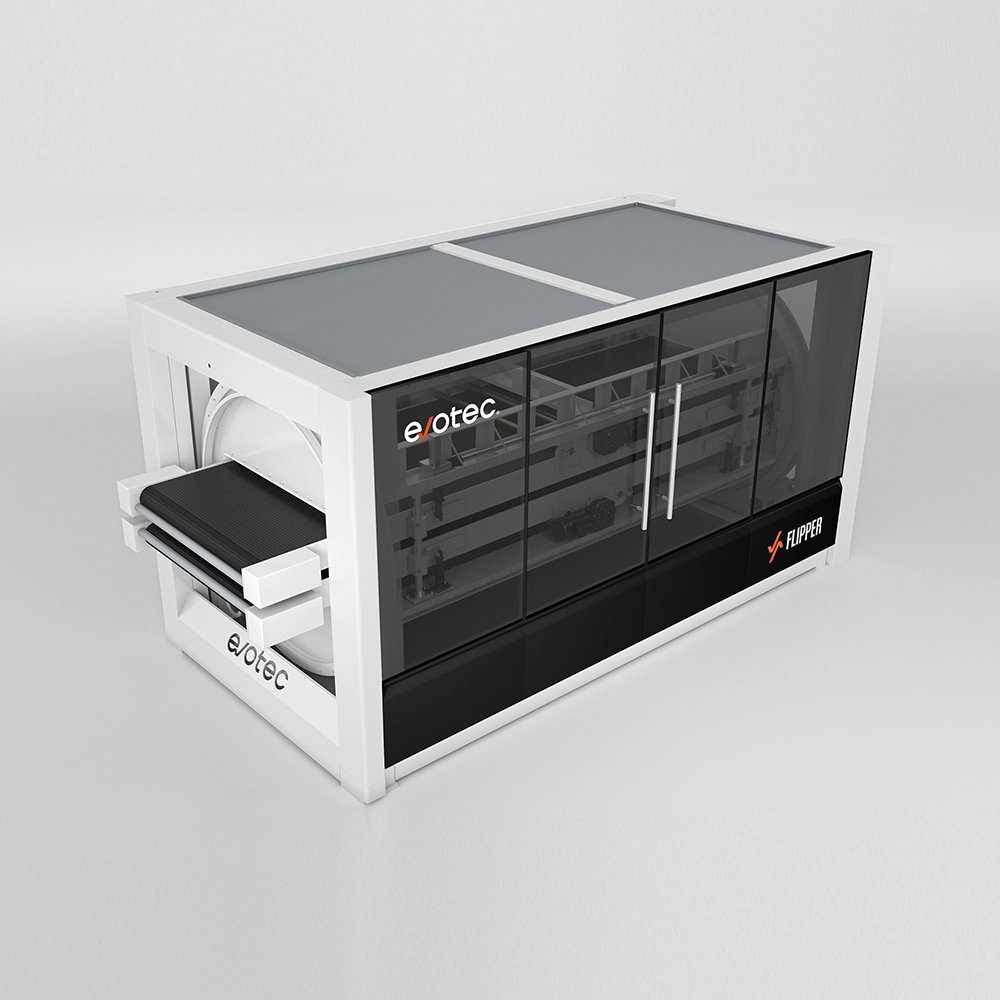
Flipper
A solução automatizada para acabamento em frente e verso — ambos os lados, uma passagem, zero inversão manual.

Hydro Dust 2.0
Sistema de extração úmida que remove com segurança a poeira metálica durante as operações de acabamento.

U-Flow
Esteira de retorno automatizada que permite um acabamento eficiente de peças em frente e verso.
Obtenha uma recomendação de configuração
Selecionar o produto certo é um desafio, mas estamos aqui para ajudá-lo. Com mais de uma década no setor de automação de rebarbação e arredondamento de ponta, já vimos de tudo.
Perguntas frequentes
Um corte a laser pode parecer suave aos olhos e, ao mesmo tempo, ter rebarbas microscópicas nas bordas cortadas, cantos afiados em cada perfil e, principalmente no aço carbono, uma camada de óxido visível ao redor da zona de corte. Esses defeitos são inerentes ao processo de corte térmico e não podem ser evitados apenas ajustando os parâmetros do laser. A rebarbação e o acabamento das bordas abordam o que o cortador a laser não consegue: a condição da peça após o corte. Sem acabamento, as peças apresentam riscos de segurança durante o manuseio, não ficam niveladas em dispositivos de flexão ou soldagem e produzem falhas na adesão do revestimento quando pintadas ou revestidas a pó.
Quando um laser corta aço carbono — particularmente com gás auxiliar de oxigênio — ou corta aço inoxidável, uma camada de óxido de metal se forma ao longo da borda de corte como um subproduto do calor. No aço carbono, esse óxido aparece como um filme escuro e quebradiço. Em aço inoxidável, ele aparece como tonalidade de calor azul, dourada ou marrom. Ambas as formas de óxido evitam que os revestimentos em pó e a tinta se colem corretamente à superfície do metal e introduzem porosidade nas soldas feitas na borda de corte ou perto dela. A remoção de óxido a laser, realizada usando combinações abrasivas de correia e escova na máquina de acabamento, remove essa camada e restaura o metal puro e reativo. É uma etapa necessária para qualquer peça cortada a laser que seja revestida a pó, pintada a úmido ou soldada perto da borda de corte.
O raio mínimo da borda recomendado para peças com revestimento em pó é normalmente R0,3—R0,5 mm nas bordas expostas. Isso é suficiente para que o revestimento atinja uma espessura de filme adequada no canto sem diluir. Para peças usadas ao ar livre, em ambientes corrosivos ou sob requisitos de teste de névoa salina, R1.0 a R2.5+ é comumente especificado. Raios maiores permitem que o pó se enrole na esquina com mais eficiência, produzindo um filme mais espesso e durável na borda — que também é o ponto mais vulnerável para o início da ferrugem. Se seu cliente final ou OEM tiver uma especificação de revestimento definida, eles normalmente indicarão um raio mínimo de borda. Se nenhuma especificação existir, R0.5 é uma linha de base razoável para fabricação geral.
O acabamento não direcional, também chamado de redemoinho aleatório ou NDMF, é produzido por módulos de escova rotativa que trabalham a superfície em várias direções simultaneamente, criando uma textura consistente sem uma direção de granulação visível. Esse é o acabamento padrão para peças que serão revestidas, soldadas ou montadas — o perfil consistente da superfície melhora a adesão do revestimento de maneira uniforme em toda a face, sem introduzir marcas direcionais que apareceriam em um revestimento fino. O acabamento em grão de linha é produzido por cabeças de tambor abrasivo que se movem em uma única direção, criando um padrão direcional uniforme semelhante ao aço inoxidável escovado usado em painéis arquitetônicos, equipamentos de cozinha ou gabinetes industriais visíveis. Normalmente é especificado para aplicações cosméticas ou arquitetônicas em que a textura escovada faz parte da aparência do produto acabado. A maioria das peças estruturais e pintadas a laser usa acabamento não direcional.
As configurações padrão da cabeça do tambor e da escova rotativa lidam muito bem com os perímetros externos. Para recursos internos — orifícios, ranhuras, aberturas e recortes complexos — você precisa de módulos de escova superiores (Unidade D). São pincéis finos, em forma de dedo, que penetram nos contornos internos da peça, removendo rebarbas laterais das bordas internas e arredondando o perímetro interno. O EdgeX SDR é o modelo projetado especificamente para isso: sua configuração de três estágios (Drum Head → Top Brushes → Rotary Brushes) lida com o arredondamento de bordas externas e internas na mesma passagem. Ele é validado para atingir R2.5+ nas bordas. Peças com orifícios para parafusos, ranhuras retangulares ou padrões de recorte complexos se beneficiam muito dessa configuração.
As máquinas de acabamento Evotec são projetadas para operar em linha — posicionadas diretamente após o cortador a laser no fluxo de produção. A máquina recebe peças da saída do laser, as percorre os estágios de acabamento configurados (sistemas de transporte estendidos e o braço robótico de guia visual VSORT são necessários para realizar o carregamento e o descarregamento automatizados de peças) e entrega as peças acabadas para a próxima etapa. Para lojas menores, modelos compactos como o FabGo 300 ou o FabGo 600 são colocados diretamente ao lado do cortador a laser, ocupando pouco espaço. Para operações de maior volume, as séries SurfeX e EdgeX completas se conectam à linha de produção e podem ser ampliadas com o carregador automatizado VSORT (para alimentação de peças sem usar as mãos), o transportador de retorno U-Flow (para acabamento em frente e verso com um operador) e o Flipper (para inversão automática de peças). As máquinas usam o sistema de transporte EvoFlow com retenção de peças a vácuo (AirLock) ou magnética (MagniLock), que manipula peças tão pequenas quanto 50 × 50 mm. Nenhuma fixação especial ou integração personalizada é necessária.
Sim, essa é exatamente a vantagem das máquinas de acabamento automatizadas em relação aos processos manuais. As máquinas Evotec são modulares: várias cabeças de processamento (cabeças de tambor, escovas rotativas, escovas superiores, barra polonesa, martelo de escória) são dispostas em sequência no mesmo transportador. Uma peça inserida em uma extremidade sai da outra com todos os processos configurados concluídos. Por exemplo, a configuração SurfEx SRS passa uma peça por uma cabeça de tambor (rebarbação + remoção de óxido), escovas rotativas (arredondamento de bordas) e uma segunda cabeça de tambor (acabamento de granulação linear) em uma passagem. O EdgeX SDR passa pela cabeça do tambor, pelas escovas superiores (chanfro interno) e pelas escovas rotativas (arredondamento das bordas + acabamento NDMF). A configuração da máquina é escolhida no momento do pedido com base nos processos que suas peças exigem — você não está limitado a um processo por máquina.
Ainda tem perguntas?
Examine suas peças antes de decidir
Compartilhe seu material, espessura e geometria da peça — nossos engenheiros mapearão a máquina certa e poderão fazer um teste com suas peças reais. Veja o raio da borda e o acabamento da superfície antes de se comprometer.