De Laser-Cut a Listo para ensamblar — Automáticamente.
El corte por láser es preciso. Sin embargo, todas las piezas que salen de la máquina siguen teniendo rebabas, óxido, escoria y bordes afilados, y aún es necesario trabajar la superficie antes de poder recubrirla, soldarla o ensamblarla. El desbarbado manual lo resuelve de manera lenta, inconsistente y con un alto costo de mano de obra. Las máquinas de acabado automatizadas lo resuelven en una sola pasada repetible, en línea con su línea de producción láser existente.
Un operador se encarga de lo que anteriormente se requería: varias estaciones de rectificado manual.
Desbarbado, eliminación de óxido, redondeo de bordes y acabado de superficies: todo en un solo recorrido de cinta transportadora

Problemas a los que se enfrentan todos los talleres de láser después de cada corte
El corte por láser es rápido y preciso, pero no termina la pieza. Todas las piezas que salen de la cortadora láser siguen teniendo estos defectos típicos.
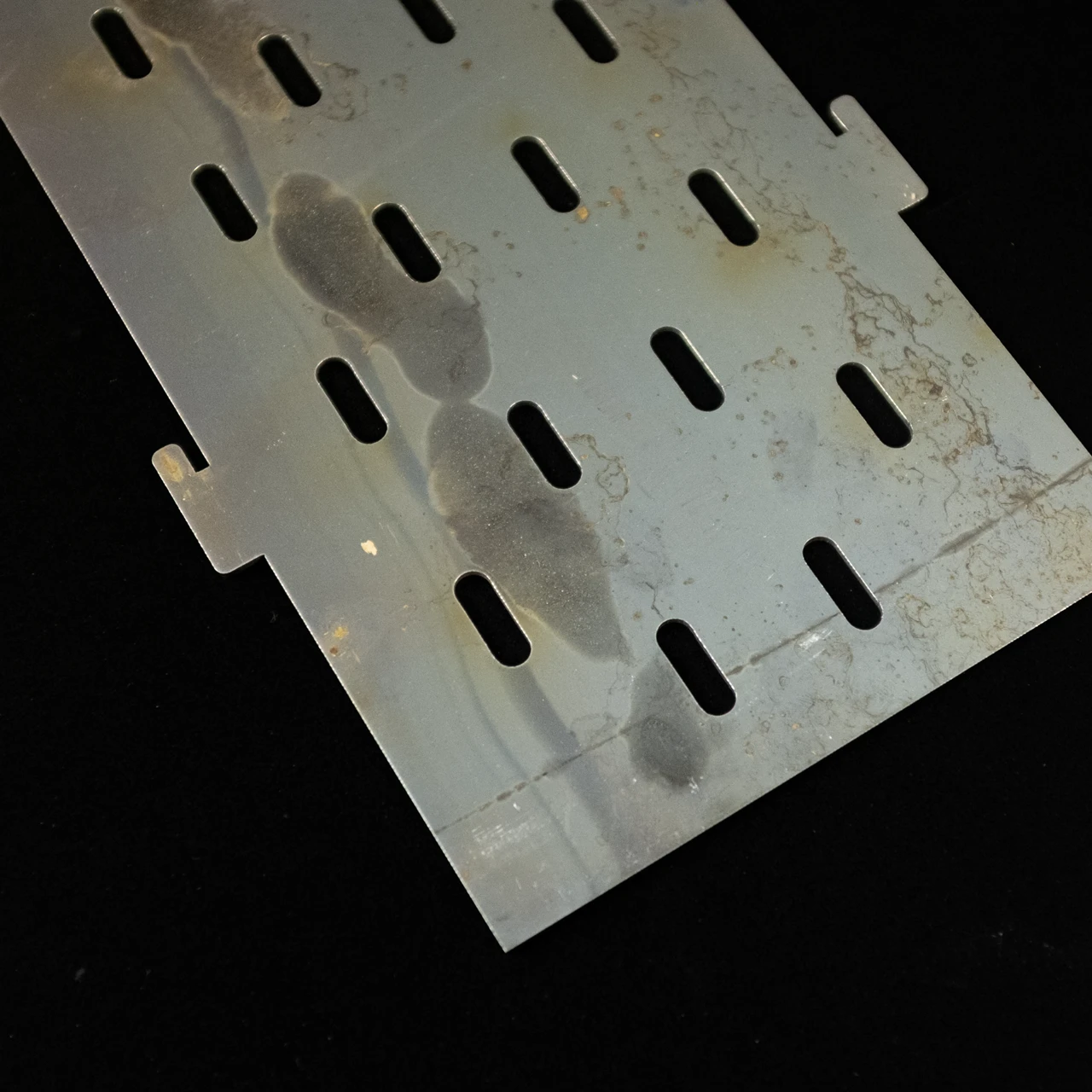
Capa de óxido y tinte térmico
El corte por láser, especialmente con CO₂ y fibra con ayuda de oxígeno, forma una película de óxido oscuro alrededor de cada borde cortado. En el acero al carbono, es una capa gruesa y quebradiza. En acero inoxidable, es un tinte térmico descolorido. Ambos bloquean la adhesión de la soldadura, interfieren con la unión de la pintura y la pintura en polvo y provocan una corrosión prematura.

Rebabas y escoria
El corte por láser deja metal no deseado en cada borde cortado; la forma depende del grosor. En una hoja estándar, el resultado es rebabas: protuberancias verticales por encima de la cara cortada y laterales que se extienden lateralmente. En placas gruesas de más de 6 a 8 mm, el calor derrite más material del que expulsa el corte, que se resolidifica al endurecerse escoria en la parte inferior. Las herramientas de desbarbado estándar se desgastan rápidamente al contacto con la escoria y no pueden tratarla de la misma manera que las rebabas.

Bordes afilados y radio inconsistente
Incluso un corte láser limpio deja esquinas afiladas en cada perfil y recorte interno. Los recubrimientos se diluyen en los bordes afilados debido a la tensión superficial; ahí es donde comienzan la oxidación y la descamación. El rectificado manual soluciona este problema, pero los resultados varían entre los operarios y los turnos. Los fabricantes de equipos originales y los proveedores de primer nivel requieren cada vez más un radio de borde definido y documentado para las especificaciones de revestimiento y el PPAP.
Revise sus piezas antes de tomar una decisión
Comparta su material, grosor y geometría de la pieza: nuestros ingenieros mapearán la máquina correcta y podrán realizar una prueba con sus piezas reales. Compruebe el radio del borde y el acabado de la superficie antes de comprometerse.

Qué hace cada paso de acabado para las piezas cortadas con láser
El acabado de una pieza cortada con láser implica varios procesos distintos, cada uno de los cuales apunta a un defecto diferente dejado por el corte. La mayoría de las máquinas desbarbadoras automatizadas combinan varias etapas en una sola pasada. Comprender lo que hace cada proceso (y lo que ocurre posteriormente cuando se omite) facilita la elección de la configuración correcta.
01. Desbarbado
Cada corte con láser deja rebabas verticales y laterales en el borde cortado. Impiden que las piezas se asienten al ras de las luminarias y dañan cualquier equipo de precisión posterior con el que entren en contacto.

02. Eliminación de óxido con láser
El corte asistido por oxígeno forma una capa de óxido a lo largo del borde cortado: una película oscura sobre acero al carbono y un tinte térmico sobre acero inoxidable. Ambos bloquean la adhesión del revestimiento e introducen la porosidad de la soldadura.

03. Eliminación de escoria
En placas gruesas de más de 6 a 8 mm, el exceso de metal fundido se resolidifica en forma de escoria endurecida en la parte inferior cortada. Las correas abrasivas estándar se desgastan rápidamente y no pueden eliminarlo de forma fiable.

04. Redondeo de bordes
Los bordes cortados son geométricamente nítidos incluso después de desbarbar. Los recubrimientos se diluyen en las esquinas afiladas: ahí es donde comienza la oxidación. El redondeo de los bordes crea un radio controlado de R0.3 a R2.5+ en todos los contornos.

05. Acabado de superficies
Dos opciones: no direccional (remolino aleatorio) para las piezas que se van a recubrir o soldar; sin grano visible, mejor adhesión. Grano lineal para aplicaciones arquitectónicas o decorativas visibles en las que la textura cepillada forma parte de las especificaciones.

Configuraciones más seleccionadas en los proyectos de los clientes
Los clientes seleccionan con frecuencia estas configuraciones en función de los requisitos típicos de acabado de chapa metálica. Cada modelo combina módulos de procesamiento específicos para adaptarse a aplicaciones comunes, como el desbarbado, el redondeo de bordes, el acabado de superficies y el pulido.








Todos los modelos, uno al lado del otro
Cada máquina procesa acero inoxidable, acero al carbono, aluminio y latón. Todas son compatibles con el complemento Wet Extraction. Pieza mínima de 50 × 50 mm en todos los modelos.
Personalización Capacidades
Las máquinas Evotec ofrecen una gama de opciones configurables, lo que permite a los fabricantes adaptar sus equipos a las necesidades de procesamiento específicas. Desde la extracción de polvo hasta las configuraciones abrasivas modulares, cada personalización mejora el rendimiento y optimiza la eficiencia del flujo de trabajo.
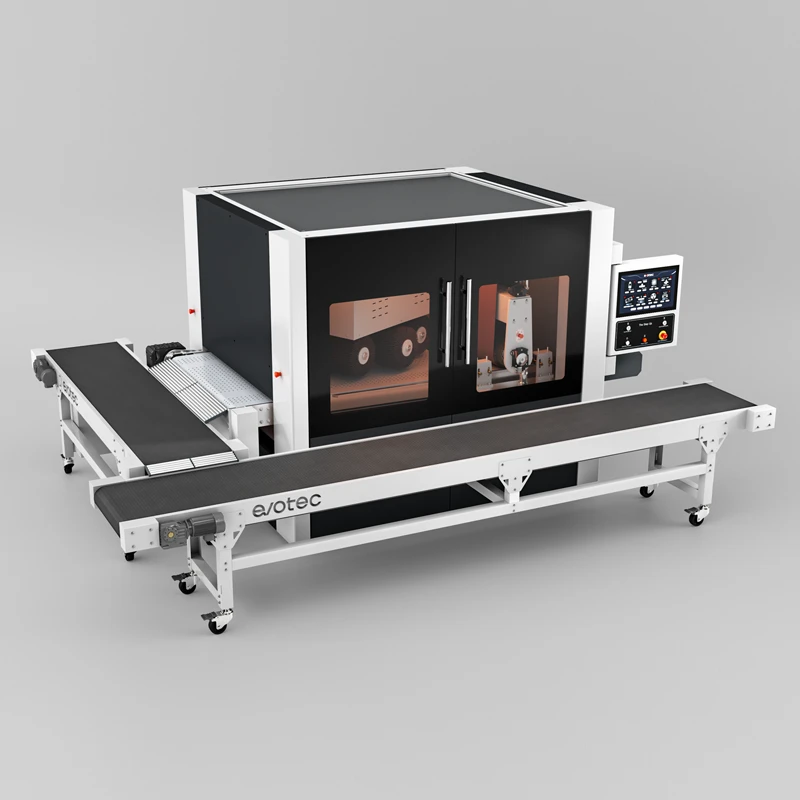
CONVEYOR
El CONVEYOR de Evotec automatiza el manejo de entrada y salida de su línea de acabado Evotec. Disponible en configuraciones de entrada y salida en anchos de 800, 1300 y 1600 mm.

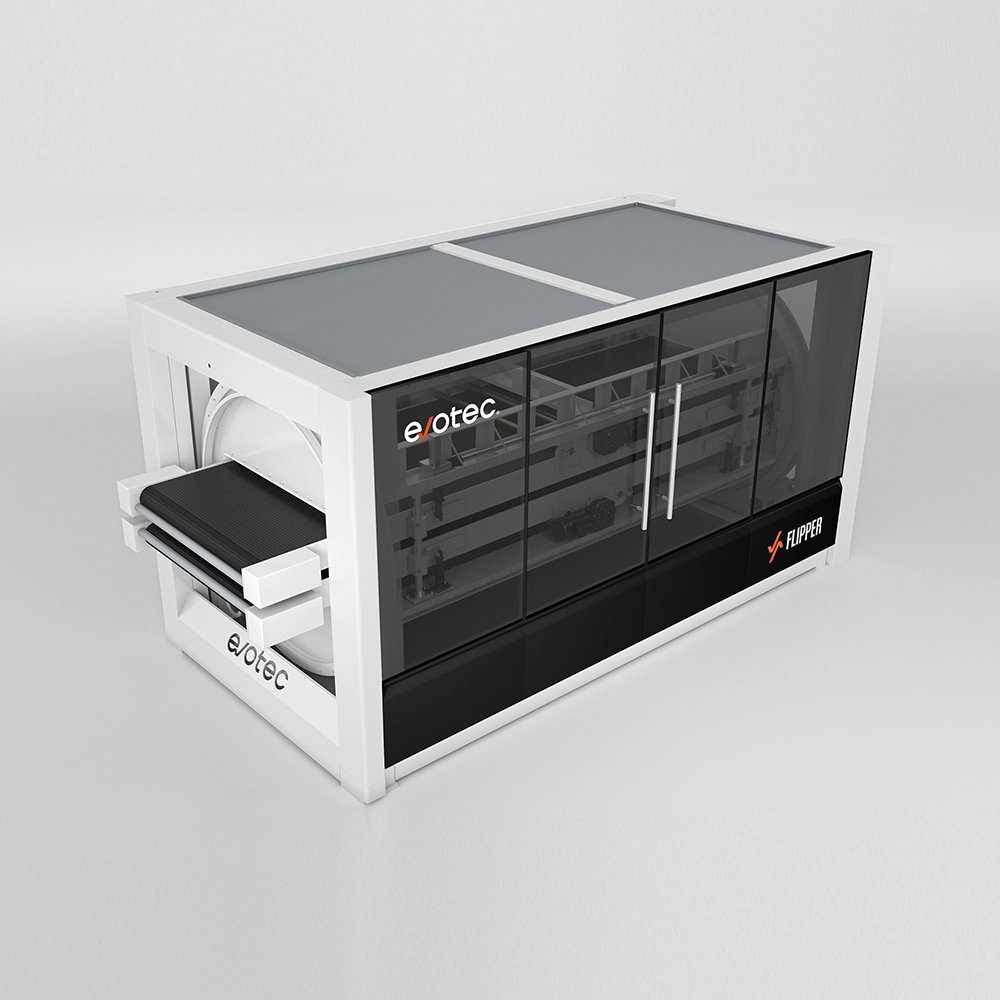
Flipper
La solución automatizada para el acabado a doble cara: ambos lados, una pasada, sin volteo manual.
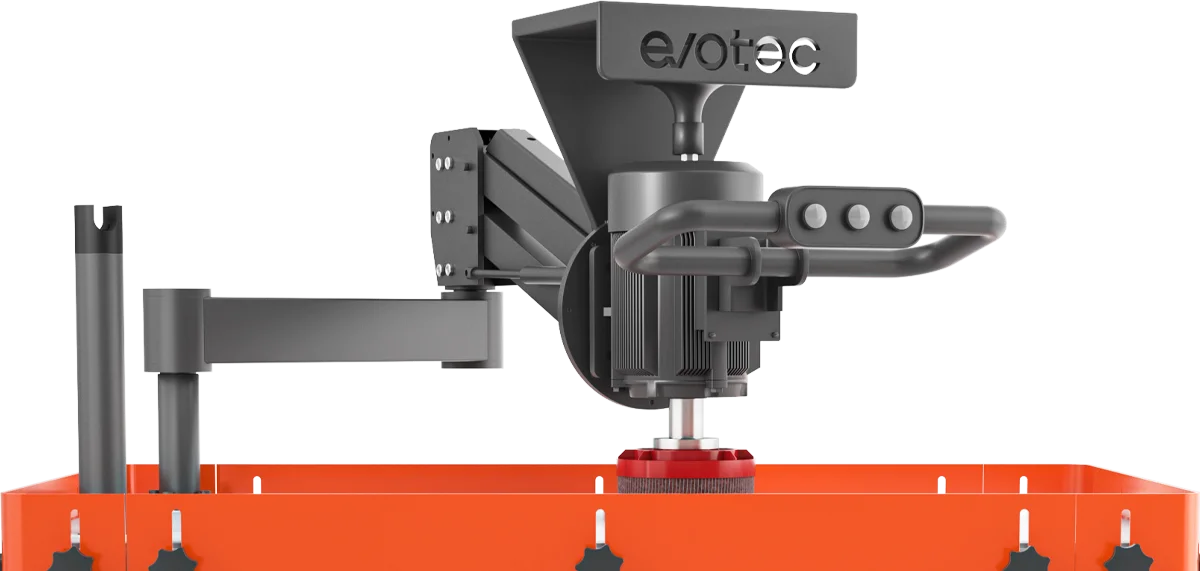
VSORT
Brazo robótico guiado por visión para la clasificación y manipulación de piezas metálicas

Hydro Dust 2.0
Sistema de extracción húmeda que elimina de forma segura el polvo metálico durante las operaciones de acabado.

U-Flow
Transportador de retorno automatizado que permite un acabado eficiente de piezas de doble cara.
Obtenga una recomendación de configuración
Seleccionar el producto correcto es un desafío, pero estamos aquí para ayudarlo. Llevamos más de una década en el sector de la automatización del desbarbado y el redondeo de bordes, lo hemos visto todo.
Preguntas frecuentes
Un corte con láser puede tener un aspecto liso a la vista y, al mismo tiempo, tener rebabas microscópicas en los bordes cortados, esquinas afiladas como cuchillos en cada perfil y, especialmente en el acero al carbono, una capa de óxido visible alrededor de la zona de corte. Estos defectos son inherentes al proceso de corte térmico y no se pueden evitar ajustando únicamente los parámetros del láser. El desbarbado y el acabado de los bordes solucionan lo que la cortadora láser no puede: el estado de la pieza después del corte. Si no están acabadas, las piezas presentan riesgos de seguridad durante la manipulación, no se asientan al ras de los dispositivos de doblado o soldadura y producen fallas en la adhesión del revestimiento una vez pintadas o con pintura en polvo.
Cuando un láser corta acero al carbono, especialmente con gas auxiliar de oxígeno, o corta acero inoxidable, se forma una capa de óxido metálico a lo largo del borde cortado como subproducto del calor. En el acero al carbono, este óxido aparece como una película oscura y quebradiza. En el acero inoxidable, se muestra como un tinte térmico azul, dorado o marrón. Ambas formas de óxido impiden que los recubrimientos en polvo y la pintura se adhieran correctamente a la superficie metálica e introducen porosidad en las soldaduras hechas en el borde cortado o cerca de él. La eliminación del óxido con láser, que se lleva a cabo con una combinación de cinta abrasiva y brocha en la máquina de acabado, elimina esta capa y restaura el metal reactivo y desnudo. Es un paso obligatorio para cualquier pieza cortada con láser que se pinte con polvo, se pinte con agua o se suelde cerca del borde cortado.
El radio de borde mínimo recomendado para las piezas con recubrimiento en polvo suele ser de R0.3 a R0.5 mm en los bordes expuestos. Esto es suficiente para que el revestimiento adquiera un espesor de película adecuado en la esquina sin que se diluya. Para las piezas que se utilizan en exteriores, en entornos corrosivos o en condiciones de pruebas de niebla salina, se suelen especificar del R1.0 al R2.5+. Los radios más grandes permiten que el polvo envuelva las esquinas de manera más eficaz, lo que produce una película más gruesa y duradera en el borde, que también es el punto más vulnerable a la oxidación. Si su cliente final o su OEM tienen una especificación de revestimiento definida, normalmente indicarán un radio de borde mínimo. Si no existe ninguna especificación, el R0.5 es una base razonable para la fabricación general.
El acabado no direccional, también denominado espiral aleatoria o NDMF, se produce mediante módulos de cepillos rotativos que trabajan la superficie en varias direcciones simultáneamente, creando una textura uniforme sin una dirección de grano visible. Este es el acabado estándar para las piezas que se van a recubrir, soldar o ensamblar: el perfil uniforme de la superficie mejora la adhesión del revestimiento de manera uniforme en toda la cara sin introducir marcas direccionales que se percibirían a través de una capa delgada. El acabado lineal se obtiene mediante cabezales abrasivos de tambor que se mueven en una sola dirección, lo que crea un patrón direccional uniforme similar al del acero inoxidable cepillado que se utiliza en los paneles arquitectónicos, los equipos de cocina o los cerramientos industriales visibles. Por lo general, se especifica para aplicaciones cosméticas o arquitectónicas en las que la textura cepillada forma parte del aspecto del producto acabado. La mayoría de las piezas estructurales y pintadas con láser utilizan un acabado no direccional.
Las configuraciones estándar de cabezal de tambor y cepillo giratorio manejan muy bien los perímetros externos. Para las funciones internas (orificios, ranuras, aberturas y cortes complejos), se necesitan los módulos de cepillos superiores (unidad D). Se trata de cepillos finos con forma de dedos que se abren paso en los contornos internos de la pieza, eliminando las rebabas laterales de los bordes interiores y redondeando el perímetro interno. El EdgeX SDR es el modelo diseñado específicamente para ello: su configuración en tres etapas (cabezal de tambor, cepillos superiores, cepillos giratorios) permite redondear los bordes externos e internos en la misma pasada. Está validado para alcanzar el nivel de R2.5+ en los bordes. Las piezas con orificios para pernos, ranuras rectangulares o patrones de corte complejos son las que más se benefician de esta configuración.
Las máquinas de acabado Evotec están diseñadas para funcionar en línea, colocadas directamente después de la cortadora láser en el flujo de producción. La máquina recibe las piezas de la salida del láser, las hace pasar por las etapas de acabado configuradas (se necesitan sistemas transportadores ampliados y el brazo robótico con guía visual VSORT para lograr la carga y descarga automatizadas de las piezas) y entrega las piezas terminadas para la siguiente etapa. Para los talleres más pequeños, los modelos compactos, como la FabGo 300 o la FabGo 600, se colocan directamente junto a la cortadora láser, ocupando un espacio mínimo. Para operaciones de mayor volumen, todas las series SurfEx y EdgeX se conectan a la línea de producción y pueden ampliarse con el cargador automático VSORT (para alimentar las piezas con manos libres), el transportador de retorno U-Flow (para el acabado a doble cara con un solo operador) y el Flipper (para el volteo automático de piezas). Las máquinas utilizan el sistema transportador evoFlow con retención de piezas por vacío (AirLock) o magnética (MagniLock), que manipula piezas tan pequeñas como 50 × 50 mm. No se requieren fijaciones especiales ni integraciones personalizadas.
Sí, esta es exactamente la ventaja de las máquinas de acabado automatizadas sobre los procesos manuales. Las máquinas Evotec son modulares: varios cabezales de procesamiento (cabezales de tambor, cepillos giratorios, cepillos superiores, barra pulidora, martillo de escoria) están dispuestos en secuencia en el mismo transportador. Una pieza introducida en un extremo sale por el otro con todos los procesos configurados completados. Por ejemplo, en la configuración SurfEx SRS, una pieza pasa por un cabezal de tambor (desbarbado y eliminación de óxido), cepillos giratorios (redondeo de bordes) y un segundo cabezal de tambor (acabado de grano lineal) en una sola pasada. El EdgeX SDR pasa por el cabezal del tambor, los cepillos superiores (biselado interno) y los cepillos giratorios (redondeo de bordes y acabado NDMF). La configuración de la máquina se elige en el momento de hacer el pedido en función de los procesos que requieren sus piezas; no está limitado a un proceso por máquina.
¿Aún tienes preguntas?
Revise sus piezas antes de tomar una decisión
Comparta su material, grosor y geometría de la pieza: nuestros ingenieros mapearán la máquina correcta y podrán realizar una prueba con sus piezas reales. Compruebe el radio del borde y el acabado de la superficie antes de comprometerse.