A Laser-Cuttól az Assembly-Ready - Automatikusan.
A lézeres vágás pontos. De minden alkatrésznek, amely elhagyja a gépet, még mindig vannak borsók, oxid, salak és éles élek — és a felületnek még munkára van szüksége, mielőtt bevonható, hegeszthető vagy összeszerelhető. A kézi burkolás lassan, következetlenül és magas munkaerőköltséggel oldja meg. Az automatizált befejező gépek egyetlen, megismételhető lépésben oldják meg a megoldást — a meglévő lézergyártósorral összhangban.
Az egyik kezelő kezeli azt, amit korábban több kézi csiszolóállomásra volt szükség
Fordulás, oxid eltávolítás, élkerekítés és felületkezelés — mindez egy szállítószalag menetében

Problémák, amelyekkel minden lézerbolt szembesül minden vágás után
A lézervágás gyors és pontos — de nem fejezi be az alkatrészt. Minden munkadarab, amely elhagyja a lézervágót, továbbra is rendelkezik ezekkel a tipikus hibákkal.
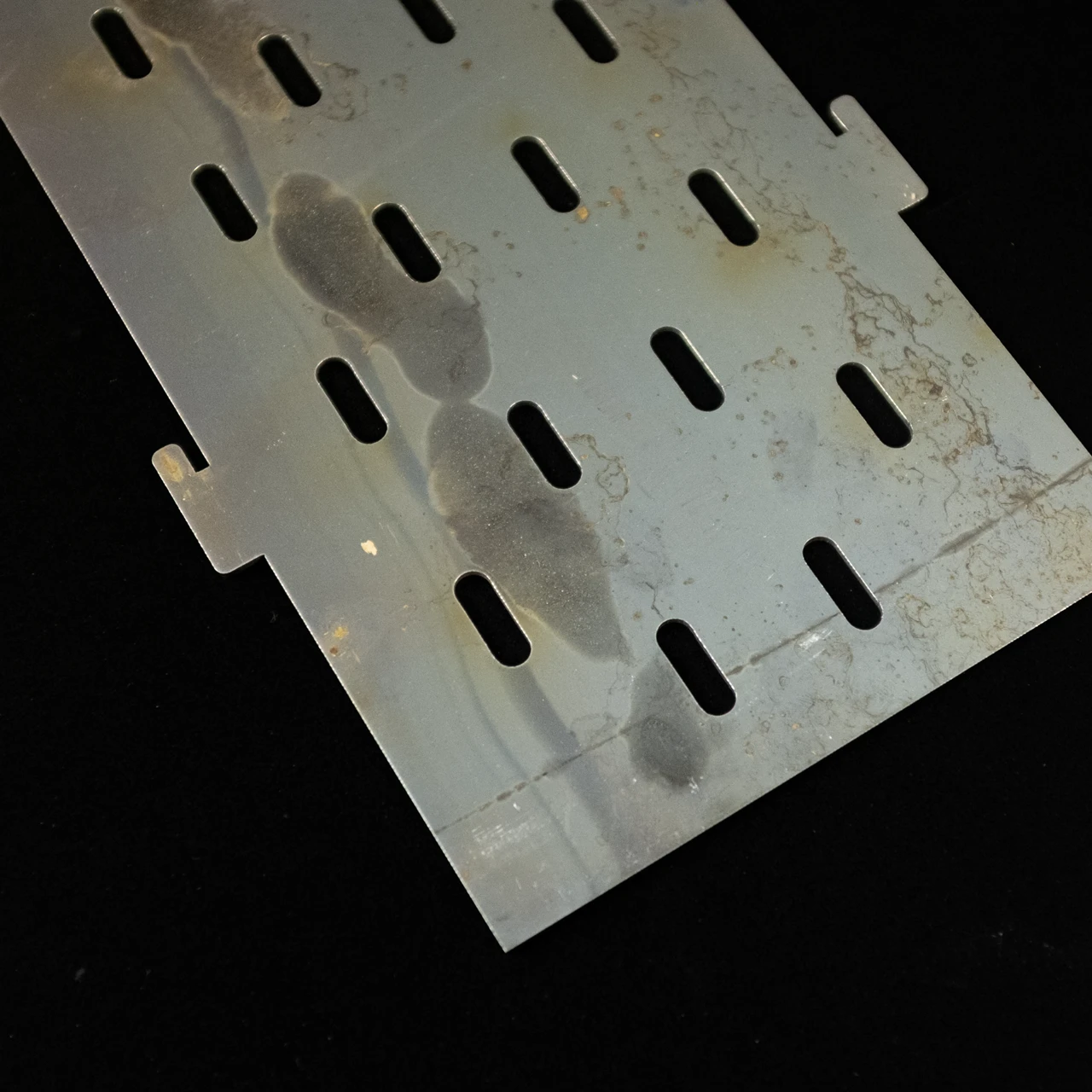
Oxidréteg és hőárnyalat
A lézeres vágás — különösen a CO₂- és oxigénsegítő szál — sötét oxidfóliát képez minden vágott él körül. A szénacél esetében ez egy vastag, törékeny réteg. A rozsdamentes anyagon elszíneződött hőárnyalat. Mindkettő blokkolja a hegesztési tapadást, zavarja a festék- és porbevonat ragasztását, és korai korróziót okoz.

Borok és salak
A lézervágás minden vágott élen nem kívánt fémet hagy - a forma vastagságától függ. A szabványos lapon az eredmény burkolatok: függőleges kiemelkedések a vágott arc felett és oldalirányba terjedő oldalsó kiemelkedések. 6—8 mm feletti vastag lemezen a hő több anyagot olvasz el, mint a vágás kiüt, amely megkeményedve újra megszilárdul salak az alján. A szabványos burkoló szerszámok gyorsan elhasználódnak a salak ellen, és nem képesek ugyanúgy kezelni, mint a burkolatokat.

Éles élek és következetlen sugár
Még egy tiszta lézervágás is késéles sarkokat hagy minden profilon és belső kivágáson. A felületi feszültség miatt éles széleken vékonyognak a bevonatok — itt kezdődik a rozsda és a hámlás. A kézi csiszolás ezzel foglalkozik, de az eredmények operátoronként és műszakonként eltérőek. Az OEM-ek és a Tier-1 beszállítók egyre inkább meghatározott, dokumentált élsugarat igényelnek a bevonatspecifikációhoz és a PPAP-hez.
Végezze el az alkatrészeket, mielőtt döntene
Ossza meg anyagát, vastagságát és alkatrészgeometriáját — mérnökeink feltérképezik a megfelelő gépet, és tesztet végezhetnek a tényleges alkatrészekkel. Tekintse meg az élsugarat és a felület felületét a végrehajtás előtt.

Mit tesz minden befejező lépés a lézerrel vágott alkatrészeknél
A lézervágott rész befejezése több különböző folyamatot foglal magában, amelyek mindegyike a vágás által hagyott más hibát célozza meg. A legtöbb automatizált burkoló gép több lépést kombinál egy lépésben. Ha megértjük, mit csinálnak az egyes folyamatok — és mi történik a lefelé, ha kihagyják — megkönnyíti a megfelelő konfiguráció kiválasztását.
01. Burkolás
Minden lézervágás függőleges és oldalsó borításokat hagy a vágott szélén. Megakadályozzák, hogy az alkatrészek síkban üljenek a lámpatestekbe, és károsítsák a folyamatban lévő precíziós berendezéseket,

02. Lézeres oxid eltávolítás
Az oxigénsegítő vágás oxid réteget képez a vágott él mentén - sötét film szénacélon, hőárnyalat rozsdamentes acélon. Mind blokkolja a bevonat tapadását, mind a hegesztési porozitást.

03. Salak eltávolítása
A vastag, ~6—8 mm feletti lemezen a felesleges olvadt fém a vágott alsó oldalon edzett salakként megszilárdul. A szokásos csiszolószalagok gyorsan elhasználódnak, és nem tudják megbízhatóan eltávolítani.

04. Szélkerekítés
A vágott élek geometriailag élesek még a burkolás után is. A bevonatok éles sarkokban vékonyodnak - itt kezdődik a rozsda. Az élkerekítés az R0.3 és R2.5+ közötti szabályozott sugarat hoz létre minden kontúron.

05. Felületbefejezés
Két lehetőség: nem irányított (véletlenszerű örvény) a bevonandó vagy hegesztett alkatrészekhez - nincs látható szemcse, jobb tapadás. Vonalszemcsék látható építészeti vagy dekoratív alkalmazásokhoz, ahol a csiszolt textúra a specifikáció része.

A legtöbb kiválasztott konfiguráció az ügyfélprojektek között
Ezeket a konfigurációkat az ügyfelek gyakran választják ki a tipikus fémlemezbefejezési követelmények alapján. Mindegyik modell speciális feldolgozó modulokat kombinál, hogy megfeleljenek a szokásos alkalmazásoknak, például a burkolatosításnak, az élkerekítésnek, a felületkezelésnek és a polírozásnak.








Minden modell, egymás mellett
Minden gép rozsdamentes acélt, szénacélt, alumíniumot és sárgarézt dolgoz fel. Mindegyik támogatja a Wet Extraction bővítményt. Min. munkadarab 50 × 50 mm minden modellnél.
Testreszabás Képességek
Az Evotec gépek számos konfigurálható opciót kínálnak, lehetővé téve a gyártók számára, hogy berendezéseiket az adott feldolgozási igényekhez igazítsák. A porszívótól a moduláris csiszolókonfigurációkig minden testreszabás növeli a teljesítményt és optimalizálja a munkafolyamat hatékonyságát.
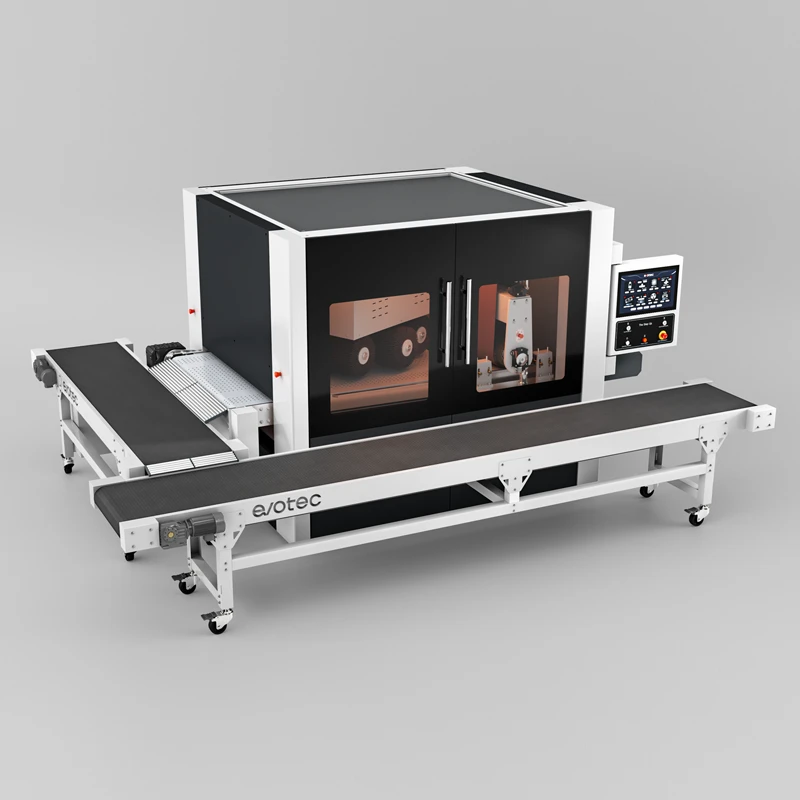
CONVEYOR
Az Evotec CONVEYOR automatizálja az Evotec bevezető és kimenetelés kezelését az Evotec végzővonalához. Bemeneti és kimeneti konfigurációkban kapható 800, 1300 és 1600 mm szélességben.

Flipper
Automatizált megoldás kétoldalas befejezéshez — mindkét oldalon, egy lépéssel, nulla kézi megfordítással.

Hydro Dust 2.0
Nedves elszívó rendszer, amely biztonságosan eltávolítja a fémport a befejező műveletek során.

U-Flow
Automatizált visszatérő szállítószalag, amely lehetővé teszi a hatékony kétoldalas alkatrészbefejezést
Szerezzen be egy konfigurációs ajánlást
A megfelelő termék kiválasztása kihívást jelent, de mi itt vagyunk, hogy segítsünk Önnek. Több mint egy évtizeddel a burkolás és az élkerekítés automatizálásában mindezt láttunk.
GYIK
A lézervágás simának tűnhet a szemnek, miközben a vágott szélek mentén mikroszkopikus fúrások vannak, minden profilon késéles sarkok, és - különösen a szénacél esetében - látható oxidréteg a vágási zóna körül. Ezek a hibák a hővágási folyamatban rejlenek, és nem kerülhetők el önmagában a lézerparaméterek beállításával. A burkolás és az élbefejezés foglalkozik azzal, amit a lézervágó nem tud: az alkatrész vágás utáni állapotát. Befejezés nélkül az alkatrészek biztonsági kockázatot jelentenek a kezelés során, nem ülnek síkban a hajlító- vagy hegesztőberendezésekben, és festés vagy porbevonat után tapadási hibákat okoznak.
Amikor egy lézer szénacélt vág - különösen oxigénsegédgázzal - vagy rozsdamentes acélt vág, a vágott él mentén fém-oxidréteg képződik a hő melléktermékeként. A szénacélon ez az oxid sötét, törékeny filmként jelenik meg. Rozsdamentes acélon kék, arany vagy barna hőárnyalattal jelenik meg. Az oxid mindkét formája megakadályozza, hogy a porbevonatok és a festék megfelelően kötődjenek a fémfelületre, és porozitást okoz a vágott szélén vagy annak közelében készült hegesztésekbe. A befejező gépen csiszolószalag és kefe kombinációkkal végzett lézeres oxid eltávolítása lehúzza ezt a réteget, és helyreállítja a csupasz, reaktív fémet. Ez egy szükséges lépés minden lézervágott részhez, amelyet porszórt, nedvesen festenek vagy hegesztenek a vágott él közelében.
A porszórt alkatrészeknél ajánlott minimális szélsugár általában R0,3—R0,5 mm a szabadított éleken. Ez elegendő ahhoz, hogy a bevonat megfelelő filmvastagságra épüljön a sarokban anélkül, hogy elvékonyodna. A szabadban, korrozív környezetben vagy sópermetezési vizsgálati követelmények szerint használt alkatrészek esetében általában az R1,0-R2.5+ értéket írják elő. A nagyobb sugarak lehetővé teszik, hogy a por hatékonyabban tekerje be a sarkot, így vastagabb, tartósabb fóliát képeznek a szélén — ami egyben a legsebezhetőbb pont a rozsda kialakulásának. Ha a végügyfél vagy az OEM meghatározott bevonatspecifikációval rendelkezik, általában minimális élsugarat adnak meg. Ha nincs specifikáció, az R0.5 ésszerű alapalapja az általános gyártáshoz.
A nem irányított befejezést, amelyet véletlenszerű örvénynek vagy NDMF-nek is neveznek, forgó kefémodulok állítják elő, amelyek egyszerre több irányban dolgozzák a felületet, következetes textúrát hoznak létre látható szemcsirány nélkül. Ez a bevonandó, hegesztett vagy összeszerelt alkatrészek szabványos felülete — az egységes felületprofil javítja a bevonat egyenletes tapadását a felületen anélkül, hogy olyan irányjeleket vezetne be, amelyek vékony bevonaton keresztül jelennek meg. A vonalszemcsés befejezést az egyetlen irányban mozgó csiszolódobfejekkel állítják elő, amelyek egységes irányú mintát hoznak létre, hasonlóan az építészeti panelekben, konyhai berendezésekben vagy látható ipari burkolatokban használt szálcsiszolt rozsdamentes acélhoz. Általában kozmetikai vagy építészeti alkalmazásokhoz határozzák meg, ahol a csiszolt textúra a késztermék megjelenésének része. A legtöbb szerkezeti és festett lézervágott alkatrész nem irányított befejezést használ.
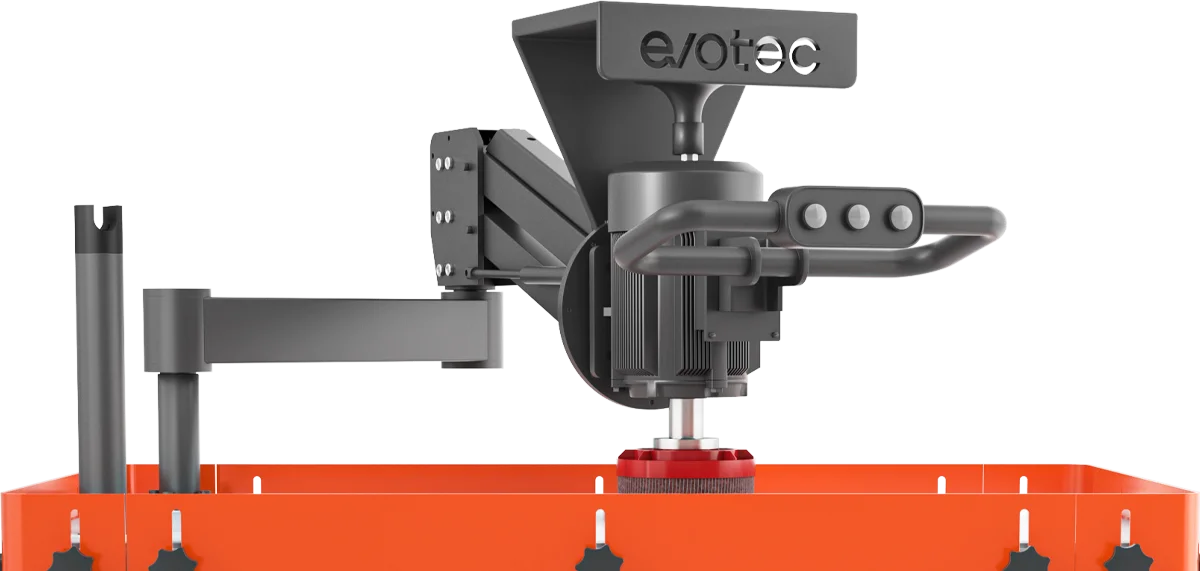
A szokásos dobfej és a forgókefe konfigurációk nagyon jól kezelik a külső kerületeket. A belső funkciókhoz — lyukak, nyílások, nyílások és összetett kivágások — felső ecsetmodulokra van szükség (D egység). Ezek finom, ujjszerű kefék, amelyek bejutnak az alkatrész belső kontúrjaiba, eltávolítva az oldalsó burkolatokat a belső szélekről és lekerekítve a belső kerületet. Az EdgeX SDR a kifejezetten erre tervezett modell: háromfokozatú konfigurációja (dobfej → felső kefék → Rotációs kefék) ugyanabban a lépésben kezeli a külső és belső élkerekítést. Érvényesített, hogy a széleken R2.5+ érjen el. A csavarlyukakkal, téglalap alakú nyílásokkal vagy összetett kivágási mintákkal rendelkező alkatrészek a leginkább hasznot húznak ebből
Az Evotec befejező gépeket úgy tervezték, hogy a gyártási folyamatban közvetlenül a lézervágó után helyezkedjenek el. A gép az alkatrészeket a lézerkimenetről veszi át, végigvezeti azokat a konfigurált befejező szakaszokon (kiterjesztett szállítószalagrendszerek és a VSORT látóvezetőkar szükséges az automatizált alkatrészek be- és kirakodásához), és a kész alkatrészeket szállítja a következő lépésre. Kisebb üzletek esetében a kompakt modelleket, mint például a FabGo 300 vagy a FabGo 600, közvetlenül a lézervágó mellett helyezkednek el, minimális lábnyommal. Nagyobb volumenű műveletek esetén a teljes SurfEx és EdgeX sorozat csatlakozik a gyártósorba, és bővíthető a VSORT automatizált rakodóval (kihangosító alkatrészek adagolásához), az U-Flow visszatérő szállítószalaggal (kétoldalas befejezéshez egy kezelővel) és a Flipperrel (automatikus alkatrészcseréléshez). A gépek az EvoFlow szállítószalagrendszert használják vákuum (AirLock) vagy mágneses (MagniLock) munkadarabrögzítéssel, amely akár 50 × 50 mm méretű alkatrészeket is kezel. Nincs szükség speciális rögzítésre vagy egyedi integrációra.
Igen — pontosan ez az előnye az automatizált befejező gépeknek a kézi folyamatokkal szemben. Az Evotec gépek modulálisak: több feldolgozófej (dobfejek, forgókefék, felső kefék, lengyel rúd, salakkalapács) egymás után helyezkedik el ugyanazon a szállítószalagon. Az egyik végébe bevezetett alkatrész az összes konfigurált folyamat befejeztével kilép a másikból. Például a SurfEx SRS konfiguráció egy lépésben egy dobfejen keresztül vezet át egy dobfejen (burkolatosítás + oxid eltávolítás), forgókeféken (élkerekítés) és egy második dobfejen (vonalszemcsés befejezés) keresztül. Az EdgeX SDR a dobfejen, a felső keféken (belső levágás) és a forgókeféken (élkerekítés + NDMF befejezés) keresztül halad át. A gép konfigurációját a megrendeléskor választják ki az alkatrészek által igényelt folyamatok alapján - gépenként nem korlátozódik egy folyamatra.
Még mindig kérdései vannak?
Végezze el az alkatrészeket, mielőtt döntene
Ossza meg anyagát, vastagságát és alkatrészgeometriáját — mérnökeink feltérképezik a megfelelő gépet, és tesztet végezhetnek a tényleges alkatrészekkel. Tekintse meg az élsugarat és a felület felületét a végrehajtás előtt.