Von Laser-Cut bis montagefertig — Automatisch.
Das Laserschneiden ist präzise. Aber jedes Teil, das die Maschine verlässt, hat immer noch Grate, Oxid, Schlacke und scharfe Kanten — und die Oberfläche muss noch bearbeitet werden, bevor sie beschichtet, geschweißt oder montiert werden kann. Durch manuelles Entgraten wird dieses Problem langsam, uneinheitlich und mit hohen Arbeitskosten gelöst. Automatisierte Endbearbeitungsmaschinen lösen dieses Problem in einem einzigen, wiederholbaren Arbeitsgang — analog zu Ihrer bestehenden Laserproduktionslinie.
Ein Bediener erledigt, was zuvor mehrere manuelle Schleifstationen erforderte
Entgraten, Oxidieren, Kantenverrunden und Oberflächenveredeln — alles in einem Fördervorgang

Probleme, mit denen jeder Lasershop nach jedem Schnitt konfrontiert ist
Das Laserschneiden ist schnell und präzise — aber das Teil ist damit nicht fertig. Jedes Werkstück, das Ihren Laserschneider verlässt, weist immer noch diese typischen Mängel auf.
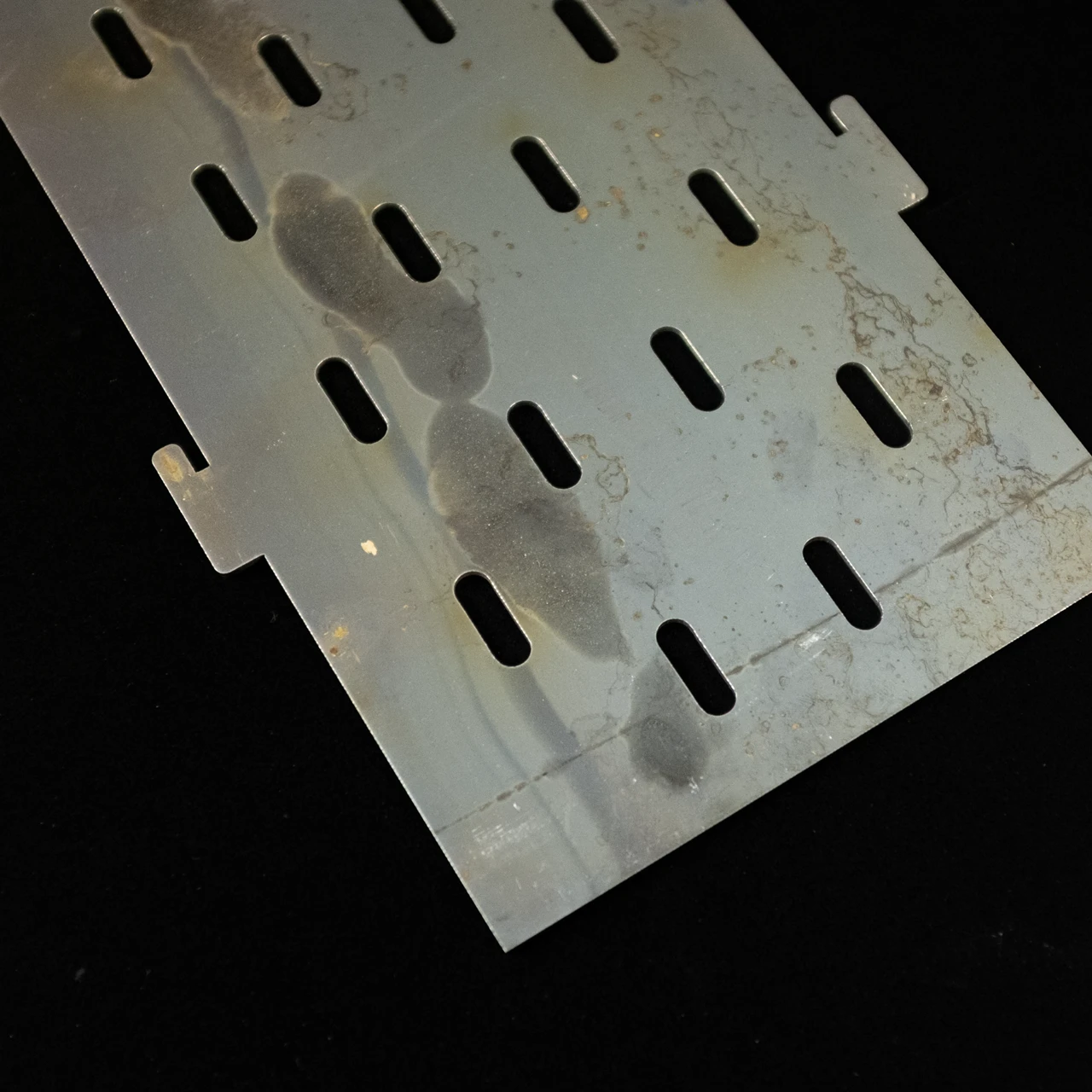
Oxidschicht und Hitzetönung
Beim Laserschneiden — insbesondere CO₂ und Fasern mit Sauerstoffunterstützung — bildet sich an jeder Schnittkante ein dunkler Oxidfilm. Auf Kohlenstoffstahl ist es eine dicke, spröde Schicht. Bei Edelstahl ist es eine verfärbte Hitzetönung. Beide blockieren die Schweißhaftung, beeinträchtigen die Haftung von Lack und Pulverbeschichtung und führen zu vorzeitiger Korrosion.

Grate und Schlacke
Beim Laserschneiden bleibt an jeder Schnittkante unerwünschtes Metall zurück — die Form hängt von der Dicke ab. Auf einem Standardblech ist das Ergebnis Grate: vertikale Vorsprünge über der Schnittfläche und seitliche, die sich seitlich ausbreiten. Bei dicken Blechen mit einer Dicke von mehr als 6—8 mm schmilzt durch die Hitze mehr Material als die geschnittenen Ausscheidungen, die beim Aushärten wieder erstarren Schlacke auf der Unterseite. Herkömmliche Entgratwerkzeuge nutzen sich gegen Schlacke schnell ab und können sie nicht auf die gleiche Weise behandeln wie Grate.

Scharfe Kanten und inkonsistenter Radius
Selbst ein sauberer Laserschnitt hinterlässt messerscharfe Ecken an jedem Profil und Innenausschnitt. Beschichtungen werden an scharfen Kanten aufgrund der Oberflächenspannung dünner — da beginnen Rost und Abblättern. Manuelles Schleifen behebt dieses Problem, aber die Ergebnisse variieren je nach Bediener und Schicht. OEMs und Tier-1-Zulieferer benötigen zunehmend einen definierten, dokumentierten Kantenradius für Beschichtungsspezifikationen und PPAP.
Prüfen Sie Ihre Teile, bevor Sie sich entscheiden
Teilen Sie uns Ihr Material, Ihre Dicke und Ihre Bauteilgeometrie mit — unsere Techniker stellen die richtige Maschine zusammen und können einen Test mit Ihren tatsächlichen Teilen durchführen. Sehen Sie sich den Kantenradius und die Oberflächengüte an, bevor Sie loslegen.

Was jeder Endbearbeitungsschritt für lasergeschnittene Teile bewirkt
Die Endbearbeitung eines lasergeschnittenen Teils umfasst mehrere unterschiedliche Verfahren, die jeweils auf einen anderen Defekt abzielen, den der Schnitt hinterlassen hat. Die meisten automatischen Entgratmaschinen kombinieren mehrere Arbeitsgänge in einem Arbeitsgang. Wenn Sie wissen, was die einzelnen Prozesse bewirken — und was im weiteren Verlauf passiert, wenn sie übersprungen werden — ist es einfacher, die richtige Konfiguration auszuwählen.
01. Entgraten
Jeder Laserschnitt hinterlässt vertikale und laterale Grate an der Schnittkante. Sie verhindern, dass Teile bündig in den Vorrichtungen sitzen, und beschädigen alle nachgeschalteten Präzisionsgeräte, mit denen sie in Kontakt kommen.

02. Entfernung von Laseroxiden
Beim Schneiden mit Sauerstoffunterstützung bildet sich entlang der Schnittkante eine Oxidschicht — ein dunkler Film auf Kohlenstoffstahl, Hitzetönung auf Edelstahl. Beide blockieren die Haftung der Beschichtung und führen zu Porosität in der Schweißnaht.

03. Entfernung von Schlacke
Bei dicken Blechen über ~6—8 mm erstarrt überschüssiges geschmolzenes Metall als ausgehärtete Schlacke auf der geschnittenen Unterseite. Herkömmliche Schleifbänder nutzen sich schnell ab und können sie nicht zuverlässig entfernen.

04. Kantenverrundung
Die Schnittkanten sind auch nach dem Entgraten geometrisch scharf. An scharfen Ecken verdünnen sich die Beschichtungen — da beginnt der Rost. Durch die Kantenverrundung wird ein kontrollierter Radius von R0,3 bis R2,5+ über alle Konturen hinweg erzeugt.

05. Oberflächenveredelung
Zwei Optionen: ungerichtete (zufällige Verwirbelung) für Teile, die beschichtet oder geschweißt werden — kein sichtbares Korn, bessere Haftung. Linienstruktur für sichtbare architektonische oder dekorative Anwendungen, bei denen die gebürstete Textur Teil der Spezifikation ist.

Die am häufigsten ausgewählten Konfigurationen in Kundenprojekten
Diese Konfigurationen werden häufig von Kunden aufgrund typischer Anforderungen an die Blechbearbeitung ausgewählt. Jedes Modell kombiniert spezifische Verarbeitungsmodule für gängige Anwendungen wie Entgraten, Kantenverrunden, Oberflächenveredeln und Polieren.








Alle Modelle, Seite an Seite
Jede Maschine verarbeitet Edelstahl, Kohlenstoffstahl, Aluminium und Messing. Alle unterstützen das Wet Extraction-Add-on. Mindestwerkstück 50 × 50 mm bei allen Modellen.
Personalisierung Fähigkeiten
Die Maschinen von Evotec bieten eine Reihe konfigurierbarer Optionen, sodass Hersteller ihre Geräte an spezifische Verarbeitungsanforderungen anpassen können. Von der Staubabsaugung bis hin zu modularen Schleifmittelkonfigurationen — jede Anpassung verbessert die Leistung und optimiert die Effizienz der Arbeitsabläufe.
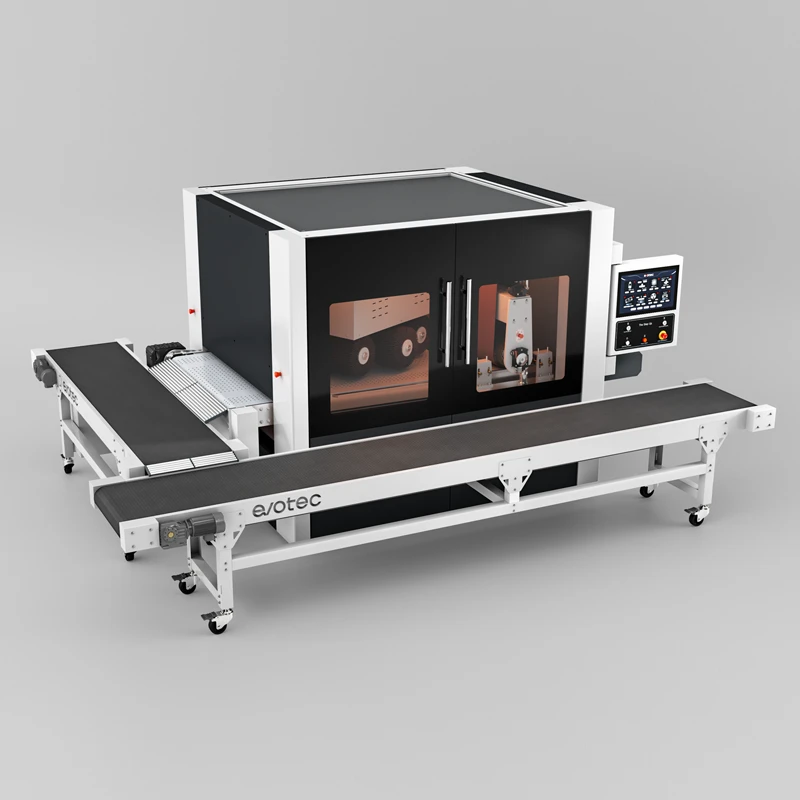
CONVEYOR
Der CONVEYOR von Evotec automatisiert das Ein- und Auslaufhandling für Ihre Evotec-Endbearbeitungslinie. Erhältlich in Eingangs- und Ausgangskonfigurationen mit Breiten von 800, 1300 und 1600 mm.

Flipper
Die automatisierte Lösung für die doppelseitige Endbearbeitung — beide Seiten, ein Durchgang, kein manuelles Umdrehen.

Hydro Dust 2.0
Nassabsauganlage, die Metallstaub während der Endbearbeitung sicher entfernt.

U-Flow
Automatisches Rückförderband, das eine effiziente beidseitige Endbearbeitung von Teilen ermöglicht.
Holen Sie sich eine Konfigurationsempfehlung
Die Auswahl des richtigen Produkts ist eine Herausforderung, aber wir sind hier, um Ihnen zu helfen. Mit mehr als einem Jahrzehnt Erfahrung in der Automatisierungsbranche für Entgraten und Kantenverrunden haben wir alles gesehen.
Häufig gestellte Fragen
Ein Laserschnitt kann für das Auge glatt aussehen und trotzdem mikroskopisch kleine Grate an den Schnittkanten, messerscharfe Ecken an jedem Profil und — insbesondere bei Kohlenstoffstahl — eine sichtbare Oxidschicht um die Schnittzone herum aufweisen. Diese Defekte sind dem thermischen Schneidprozess inhärent und können nicht allein durch die Anpassung der Laserparameter vermieden werden. Beim Entgraten und der Kantenbearbeitung geht es um das, was der Laserschneider nicht kann: den Zustand des Teils nach dem Schneiden. Ohne Nachbearbeitung stellen Teile bei der Handhabung ein Sicherheitsrisiko dar. Sie sitzen nicht bündig in Biege- oder Schweißvorrichtungen und verursachen nach dem Lackieren oder Pulverbeschichten Fehler bei der Haftung der Beschichtung.
Wenn ein Laser Kohlenstoffstahl — insbesondere mit Sauerstoffunterstützungsgas — oder Edelstahl schneidet, bildet sich als Nebenprodukt der Hitze eine Metalloxidschicht entlang der Schnittkante. Auf Kohlenstoffstahl erscheint dieses Oxid als dunkler, spröder Film. Auf Edelstahl zeigt es sich als blaue, goldene oder braune Hitzetönung. Beide Oxidformen verhindern, dass Pulverlacke und Farbe richtig auf der Metalloberfläche haften, und sie führen zu Porosität bei Schweißnähten, die an oder in der Nähe der Schnittkante hergestellt werden. Bei der Entfernung von Oxiden mit Hilfe von Schleifband- und Bürstenkombinationen auf der Endbearbeitungsmaschine mit Laser wird diese Schicht abgetragen und blankes, reaktives Metall wiederhergestellt. Dieser Schritt ist für jedes lasergeschnittene Teil erforderlich, das in der Nähe der Schnittkante pulverbeschichtet, nass lackiert oder geschweißt wird.
Der empfohlene Mindestkantenradius für pulverbeschichtete Teile beträgt in der Regel R0,3—R0,5 mm an freiliegenden Kanten. Dies reicht aus, damit die Beschichtung an der Ecke eine ausreichende Schichtdicke erreicht, ohne dass sie dünner wird. Für Teile, die im Freien, in korrosiven Umgebungen oder unter Salzsprühnebeltests verwendet werden, werden üblicherweise R1,0 bis R2,5+ spezifiziert. Durch größere Radien kann sich das Pulver effektiver um die Ecke wickeln, wodurch ein dickerer, haltbarerer Film an der Kante entsteht — was auch die anfälligste Stelle für Rostbildung ist. Wenn Ihr Endkunde oder OEM eine definierte Beschichtungsspezifikation hat, gibt er in der Regel einen minimalen Kantenradius an. Wenn keine Spezifikation existiert, ist R0,5 ein angemessener Ausgangswert für die allgemeine Fertigung.
Die ungerichtete Oberflächenbearbeitung, auch Random Swirl oder NDMF genannt, wird durch rotierende Bürstenmodule erzeugt, die die Oberfläche in mehreren Richtungen gleichzeitig bearbeiten und so eine konsistente Textur ohne sichtbare Maserungsrichtung erzeugen. Dies ist die Standardoberfläche für Teile, die beschichtet, geschweißt oder montiert werden. Das konsistente Oberflächenprofil verbessert die gleichmäßige Haftung der Beschichtung auf der gesamten Oberfläche, ohne dass Richtungsmarkierungen entstehen, die durch eine dünne Beschichtung hindurchscheinen würden. Die Oberflächenbehandlung erfolgt durch Schleiftrommelköpfe, die sich in eine einzige Richtung bewegen, wodurch ein einheitliches Richtungsmuster entsteht, das dem gebürsteten Edelstahl ähnelt, der in architektonischen Paneelen, Küchengeräten oder sichtbaren Industriegehäusen verwendet wird. Es wird in der Regel für kosmetische oder architektonische Anwendungen verwendet, bei denen die gebürstete Textur Teil des Aussehens des Endprodukts ist. Bei den meisten tragenden und lackierten lasergeschnittenen Teilen wird eine ungerichtete Endbearbeitung verwendet.
Standardkonfigurationen für Trommelkopf und Rotationsbürste eignen sich sehr gut für Außenumfänge. Für interne Merkmale wie Löcher, Schlitze, Öffnungen und komplexe Ausschnitte benötigen Sie obere Bürstenmodule (Einheit D). Dabei handelt es sich um feine, fingerähnliche Pinsel, die sich in die Innenkonturen des Bauteils einarbeiten, seitliche Grate an den Innenkanten entfernen und den Innenumfang abrunden. Der EdgeX SDR ist das Modell, das speziell dafür entwickelt wurde: In seiner dreistufigen Konfiguration (Trommelkopf → Top-Bürsten → Rotationsbürsten) lassen sich Außen- und Innenkanten im gleichen Arbeitsgang abrunden. Es wurde validiert, um R2.5+ an Kanten zu erreichen. Teile mit Schraubenlöchern, rechteckigen Schlitzen oder komplexen Ausschnittmustern profitieren am meisten von dieser Konfiguration.
Die Endbearbeitungsmaschinen von Evotec sind für den Inline-Betrieb konzipiert — sie werden direkt hinter dem Laserschneider im Produktionsablauf positioniert. Die Maschine empfängt die Teile aus dem Laserausgang, führt sie durch die konfigurierten Endbearbeitungsstufen (erweiterte Fördersysteme und der VSORT Vision-Guide-Robo-Arm sind für das automatische Be- und Entladen der Teile erforderlich) und liefert die fertigen Teile an den nächsten Schritt. Für kleinere Werkstätten eignen sich kompakte Modelle wie der FabGo 300 oder der FabGo 600, die mit minimalem Platzbedarf direkt neben dem Laserschneider platziert werden. Für Arbeiten mit höheren Stückzahlen werden die kompletten SurfeX- und EdgeX-Serien an die Produktionslinie angeschlossen und können mit dem automatischen VSORT-Lader (für die freihändige Teilezuführung), dem U-Flow-Rückförderband (für die beidseitige Endbearbeitung mit einem Bediener) und dem Flipper (für automatisches Umdrehen der Teile) erweitert werden. Die Maschinen verwenden das EvoFlow-Fördersystem mit entweder Vakuum- (AirLock) oder magnetischer (MagniLock) Werkstückhalterung, das Teile mit einer Größe von nur 50 × 50 mm verarbeitet. Es ist keine spezielle Befestigung oder kundenspezifische Integration erforderlich.
Ja — genau das ist der Vorteil automatisierter Endbearbeitungsmaschinen gegenüber manuellen Prozessen. Die Maschinen von Evotec sind modular aufgebaut: Mehrere Bearbeitungsköpfe (Trommelköpfe, Rotationsbürsten, Oberbürsten, Polierstange, Schlackenhammer) sind nacheinander auf demselben Förderband angeordnet. Ein Teil, das an einem Ende eingeführt wird, verlässt das andere Ende, nachdem alle konfigurierten Prozesse abgeschlossen sind. Bei der Surfex SRS-Konfiguration wird ein Teil beispielsweise in einem Arbeitsgang durch einen Trommelkopf (Entgraten und Oxidentfernung), Rotationsbürsten (Kantenabrundung) und einen zweiten Trommelkopf (Linienschliff) geführt. Der EdgeX SDR durchläuft den Trommelkopf, die oberen Bürsten (interne Anfasung) und die Rotationsbürsten (Kantenverrundung und NDMF-Finishing). Die Maschinenkonfiguration wird zum Zeitpunkt der Bestellung auf der Grundlage der Prozesse ausgewählt, die Ihre Teile benötigen — Sie sind nicht auf einen Prozess pro Maschine beschränkt.
Haben Sie noch Fragen?
Prüfen Sie Ihre Teile, bevor Sie sich entscheiden
Teilen Sie uns Ihr Material, Ihre Dicke und Ihre Bauteilgeometrie mit — unsere Techniker stellen die richtige Maschine zusammen und können einen Test mit Ihren tatsächlichen Teilen durchführen. Sehen Sie sich den Kantenradius und die Oberflächengüte an, bevor Sie loslegen.