De Laser-Cut à Assembly-Ready — Automatiquement.
La découpe au laser est précise. Mais chaque pièce qui sort de la machine présente encore des bavures, de l'oxyde, des scories et des arêtes vives, et la surface doit encore être travaillée avant de pouvoir être revêtue, soudée ou assemblée. L'ébavurage manuel permet de résoudre le problème lentement, de manière incohérente et à un coût de main-d'œuvre élevé. Les machines de finition automatisées le résolvent en un seul passage répétable, en ligne avec votre ligne de production laser existante.
Un opérateur gère ce qui nécessitait auparavant plusieurs stations de broyage manuelles
Ébavurage, élimination de l'oxyde, arrondissement des bords et finition de surface, le tout en un seul convoyeur

Problèmes auxquels tous les ateliers de laser sont confrontés après chaque découpe
La découpe au laser est rapide et précise, mais elle ne permet pas de terminer la pièce. Chaque pièce qui quitte votre découpeuse laser présente toujours ces défauts typiques.
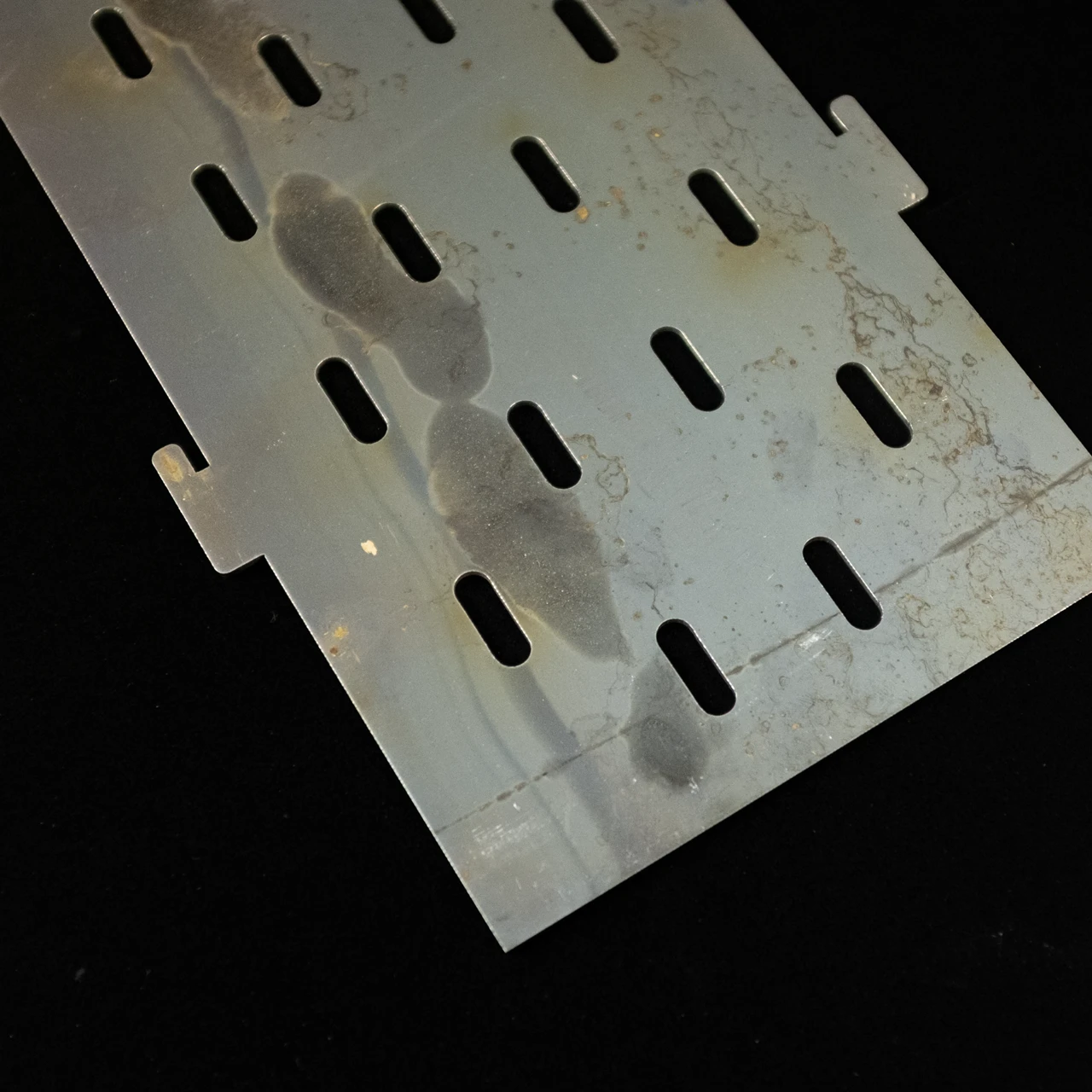
Couche d'oxyde et teinte thermique
La découpe au laser, en particulier le CO₂ et les fibres assistées à l'oxygène, forme un film d'oxyde foncé autour de chaque arête de coupe. Sur l'acier au carbone, c'est une couche épaisse et fragile. Sur l'acier inoxydable, il s'agit d'une teinte décolorée à chaud. Les deux bloquent l'adhérence des soudures, interfèrent avec l'adhérence de la peinture et du revêtement en poudre et provoquent une corrosion prématurée.

Fraises et scories
La découpe au laser laisse du métal indésirable sur chaque arête coupée. La forme dépend de l'épaisseur. Sur une feuille standard, le résultat est bavures: protubérances verticales au-dessus de la face découpée et protubérances latérales qui s'étendent latéralement. Sur une plaque épaisse de plus de 6 à 8 mm, la chaleur fait fondre plus de matière que la découpe n'en éjecte, qui se resolidifie une fois durcie scories sur la face inférieure. Les outils d'ébavurage standard s'usent rapidement contre les scories et ne peuvent pas les traiter de la même manière que les bavures.

Arêtes vives et rayon irrégulier
Même une découpe laser nette laisse des angles tranchants sur chaque profil et chaque découpe interne. Les revêtements s'amincissent au niveau des arêtes vives en raison de la tension superficielle : c'est là que la rouille et le pelage commencent. La rectification manuelle permet de remédier à ce problème, mais les résultats varient selon les opérateurs et les équipes de travail. Les OEM et les fournisseurs de niveau 1 exigent de plus en plus un rayon de bord défini et documenté pour les spécifications de revêtement et le PPAP.
Passez en revue vos pièces avant de vous décider
Partagez votre matériau, votre épaisseur et la géométrie de vos pièces : nos ingénieurs cartographieront la bonne machine et pourront effectuer un test avec vos pièces réelles. Vérifiez le rayon des bords et la finition de la surface avant de vous engager.

Ce que chaque étape de finition apporte aux pièces découpées au laser
La finition d'une pièce découpée au laser implique plusieurs processus distincts, chacun ciblant un défaut différent laissé par la découpe. La plupart des machines d'ébavurage automatisées combinent plusieurs étapes en un seul passage. Comprendre le rôle de chaque processus, et ce qui se passe en aval lorsqu'il est ignoré, facilite le choix de la configuration appropriée.
01. Ébavurage
Chaque découpe au laser laisse des bavures verticales et latérales sur le bord de coupe. Ils empêchent les pièces de s'aligner dans les fixations et endommagent tout équipement de précision en aval avec lequel elles entrent en contact.

02. Élimination de l'oxyde au laser
La découpe assistée à l'oxygène forme une couche d'oxyde le long du bord de coupe : un film foncé sur l'acier au carbone, teinté à chaud sur l'acier inoxydable. Les deux bloquent l'adhérence du revêtement et introduisent la porosité de la soudure.

03. Élimination des scories
Sur une plaque épaisse de plus de 6 à 8 mm, l'excès de métal fondu se resolidifie sous forme de laitier durci sur la face inférieure coupée. Les bandes abrasives standard s'usent rapidement et ne peuvent pas être retirées de manière fiable.

04. Arrondissement des bords
Les arêtes découpées présentent une netteté géométrique même après l'ébavurage. Les revêtements s'amincissent aux angles vifs : c'est là que la rouille commence. L'arrondissement des bords crée un rayon contrôlé de R0,3 à R2,5+ sur tous les contours.

05. Finition de surface
Deux options : non directionnel (tourbillon aléatoire) pour les pièces à revêtir ou à souder : aucun grain visible, meilleure adhérence. Line-grain pour les applications architecturales ou décoratives visibles où la texture brossée fait partie des spécifications.

Configurations les plus sélectionnées parmi les projets des clients
Ces configurations sont fréquemment sélectionnées par les clients en fonction des exigences typiques de finition des tôles. Chaque modèle combine des modules de traitement spécifiques pour répondre à des applications courantes telles que l'ébavurage, l'arrondi des bords, la finition de surface et le polissage.








Tous les modèles, côte à côte
Chaque machine traite l'acier inoxydable, l'acier au carbone, l'aluminium et le laiton. Tous prennent en charge le module complémentaire Wet Extraction. Pièce minimale 50 × 50 mm pour tous les modèles.
Personnalisation Capacités
Les machines Evotec offrent une gamme d'options configurables, permettant aux fabricants d'adapter leur équipement à des besoins de traitement spécifiques. De l'extraction de poussière aux configurations abrasives modulaires, chaque personnalisation améliore les performances et optimise l'efficacité du flux de travail.
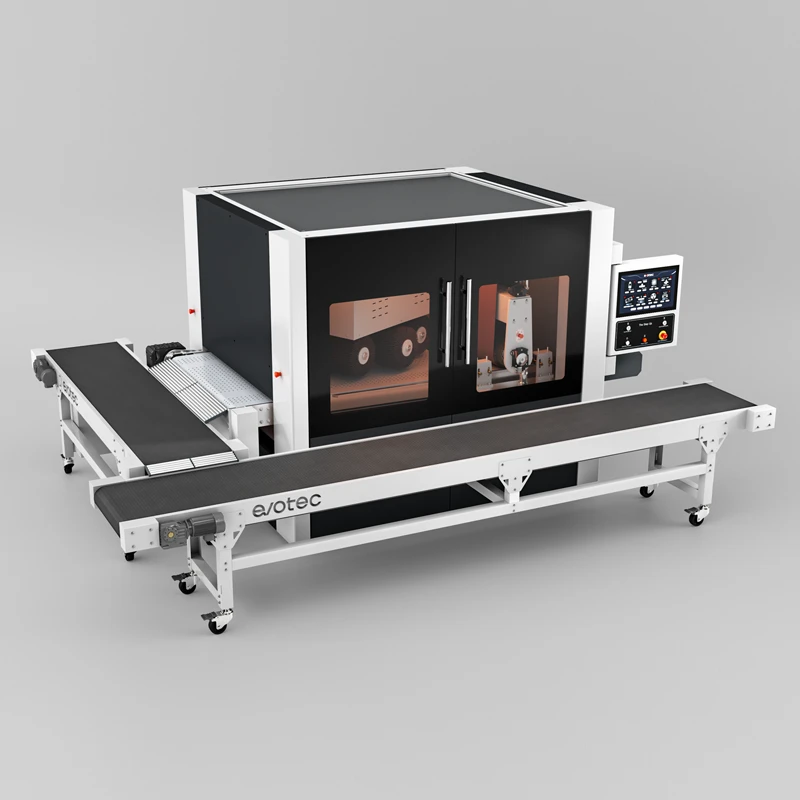
CONVOYEUR
Le CONVEYOR d'Evotec automatise la gestion de l'entrée et de la sortie de votre ligne de finition Evotec. Disponible dans des configurations d'entrée et de sortie sur des largeurs de 800, 1300 et 1600 mm.

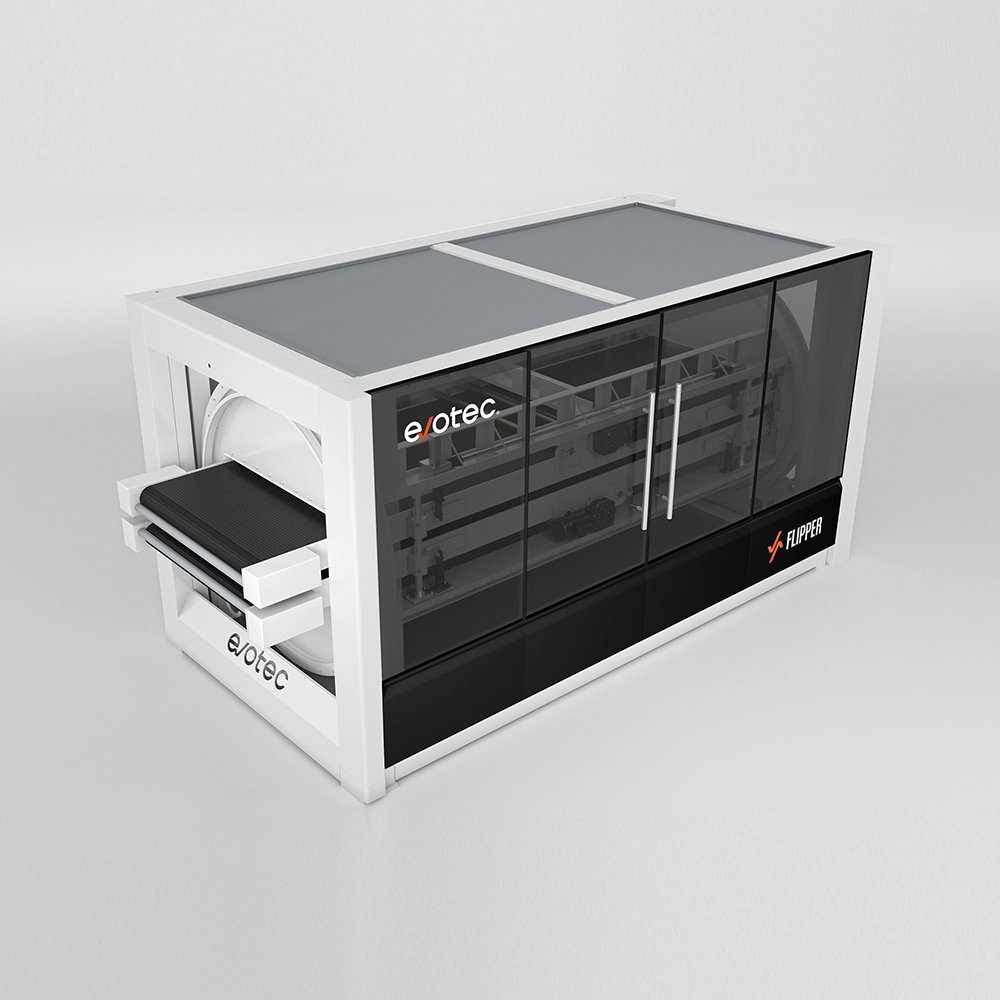
Flipper
La solution automatisée pour la finition des deux côtés : les deux côtés, un seul passage, aucun retournement manuel.
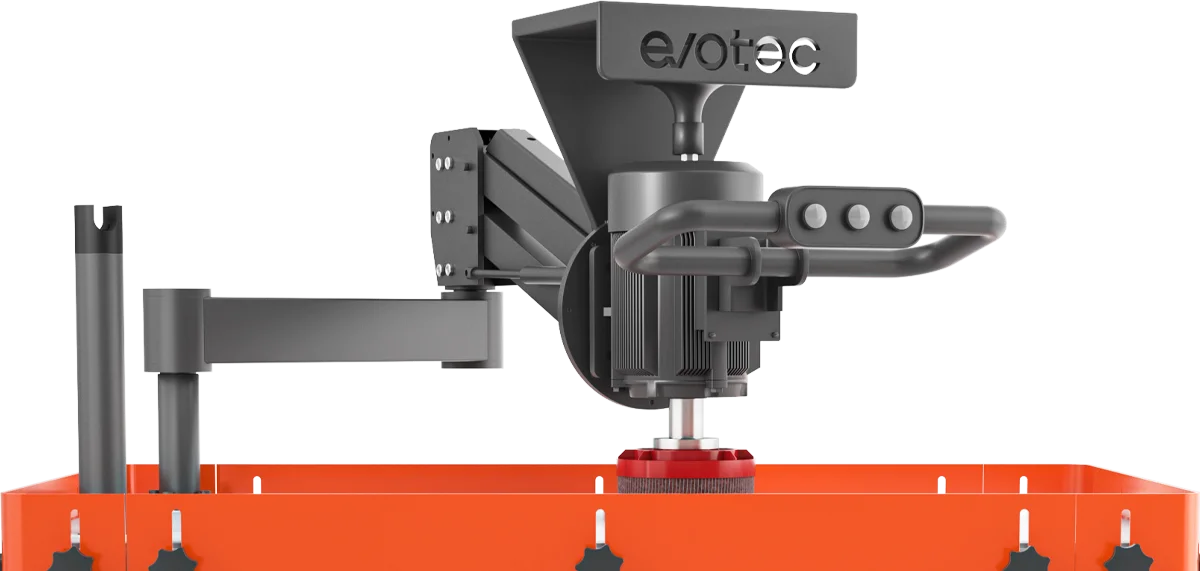
VSORT
Bras robotique guidé par vision pour le tri et la manipulation de pièces métalliques

Hydro Dust 2.0
Système d'extraction humide qui élimine en toute sécurité la poussière métallique lors des opérations de finition.

U-Flow
Automated return conveyor that enables efficient dual-sided part finishing.
Obtenir une recommandation de configuration
Choisir le bon produit est un défi, mais nous sommes là pour vous aider. Avec plus de dix ans d'expérience dans le secteur de l'automatisation de l'ébavurage et de l'arrondissage des bords, nous avons tout vu.
FAQs
Une découpe au laser peut sembler lisse à l'œil nu tout en présentant des bavures microscopiques sur les bords découpés, des angles tranchants sur chaque profil et, en particulier sur l'acier au carbone, une couche d'oxyde visible autour de la zone de découpe. Ces défauts sont inhérents au processus de découpe thermique et ne peuvent être évités en ajustant uniquement les paramètres du laser. L'ébavurage et la finition des arêtes permettent de résoudre ce que la machine de découpe laser ne peut pas résoudre : l'état de la pièce après la découpe. Sans finition, les pièces présentent des risques pour la sécurité lors de la manipulation, ne s'alignent pas dans les appareils de cintrage ou de soudage et entraînent des défaillances d'adhérence du revêtement une fois peintes ou revêtues de poudre.
Lorsqu'un laser découpe de l'acier au carbone, en particulier avec un gaz d'assistance à l'oxygène, ou de l'acier inoxydable, une couche d'oxyde métallique se forme le long du bord de coupe en tant que sous-produit de la chaleur. Sur l'acier au carbone, cet oxyde se présente sous la forme d'un film sombre et fragile. Sur l'acier inoxydable, il se présente sous la forme d'une teinte thermique bleue, dorée ou brune. Les deux formes d'oxyde empêchent les revêtements en poudre et la peinture d'adhérer correctement à la surface métallique, et elles introduisent de la porosité dans les soudures effectuées au niveau ou à proximité de l'arête de coupe. L'élimination de l'oxyde au laser, réalisée à l'aide d'une combinaison de bandes abrasives et de brosses sur la machine de finition, décape cette couche et restaure le métal nu et réactif. Il s'agit d'une étape obligatoire pour toute pièce découpée au laser qui sera revêtue de poudre, peinte à l'eau ou soudée près du bord de coupe.
Le rayon d'arête minimal recommandé pour les pièces revêtues de poudre est généralement de R0,3 à R0,5 mm sur les bords exposés. Cela suffit pour que le revêtement atteigne une épaisseur de film adéquate au coin sans s'amincir. Pour les pièces utilisées à l'extérieur, dans des environnements corrosifs ou dans le cadre des exigences de test au brouillard salin, les spécifications R1.0 à R2.5+ sont généralement spécifiées. Des rayons plus grands permettent à la poudre de s'enrouler plus efficacement dans les coins, produisant ainsi un film plus épais et plus durable sur le bord, qui est également le point le plus vulnérable à l'apparition de rouille. Si votre client final ou OEM dispose d'une spécification de revêtement définie, il indiquera généralement un rayon d'arête minimal. S'il n'existe aucune spécification, R0,5 constitue une base de référence raisonnable pour la fabrication générale.
La finition non directionnelle, également appelée tourbillon aléatoire ou NDMF, est produite par des modules de brosse rotatifs qui travaillent la surface dans plusieurs directions simultanément, créant ainsi une texture uniforme sans direction de grain visible. Il s'agit de la finition standard pour les pièces qui seront revêtues, soudées ou assemblées : le profil de surface uniforme améliore l'adhérence du revêtement de manière uniforme sur la face sans introduire de marques directionnelles visibles à travers une fine couche. La finition linéaire est produite par des têtes de tambour abrasives se déplaçant dans une seule direction, créant un motif directionnel uniforme similaire à celui de l'acier inoxydable brossé utilisé dans les panneaux architecturaux, les équipements de cuisine ou les armoires industrielles visibles. Il est généralement spécifié pour les applications cosmétiques ou architecturales où la texture brossée fait partie de l'apparence du produit fini. La plupart des pièces structurales et peintes découpées au laser utilisent une finition non directionnelle.
Les configurations standard de tête de tambour et de brosse rotative gèrent très bien les périmètres externes. Pour les caractéristiques internes (trous, fentes, ouvertures et découpes complexes), vous avez besoin de modules de brosse supérieurs (unité D). Il s'agit de brosses fines, semblables à des doigts, qui s'insèrent dans les contours internes de la pièce, éliminent les bavures latérales des bords intérieurs et arrondissent le périmètre interne. L'EdgeX SDR est le modèle spécialement conçu pour cela : sa configuration en trois étapes (tête de tambour → brosses supérieures → brosses rotatives) permet d'arrondir les bords externes et internes en un seul passage. Il est validé pour atteindre R2.5+ sur les bords. Les pièces dotées de trous de boulons, de fentes rectangulaires ou de motifs de découpe complexes bénéficient le plus de cette configuration.
Les machines de finition Evotec sont conçues pour fonctionner en ligne, positionnées directement après la découpeuse laser dans le flux de production. La machine reçoit les pièces depuis la sortie laser, les fait passer par les étapes de finition configurées (des systèmes de convoyage étendus et le bras robotisé de guidage par vision VSORT sont nécessaires pour automatiser le chargement et le déchargement des pièces) et livre les pièces finies à l'étape suivante. Pour les petits ateliers, les modèles compacts tels que le FabGo 300 ou le FabGo 600 sont placés directement à côté de la machine de découpe laser avec un encombrement minimal. Pour les opérations à volume plus élevé, les séries complètes SurfEx et EdgeX sont connectées à la chaîne de production et peuvent être étendues avec le chargeur automatique VSORT (pour l'alimentation des pièces en mains libres), le convoyeur de retour U-Flow (pour la finition recto verso avec un seul opérateur) et le Flipper (pour le retournement automatique des pièces). Les machines utilisent le système de convoyage EvoFlow avec dispositif de retenue des pièces sous vide (AirLock) ou magnétique (MagniLock), qui gère des pièces aussi petites que 50 × 50 mm. Aucune fixation spéciale ou intégration personnalisée n'est requise.
Oui, c'est exactement l'avantage des machines de finition automatisées par rapport aux processus manuels. Les machines Evotec sont modulaires : plusieurs têtes de traitement (têtes de tambour, brosses rotatives, brosses supérieures, barre de polissage, marteau à scories) sont disposées en séquence sur le même convoyeur. Une pièce introduite à une extrémité sort de l'autre une fois que tous les processus configurés sont terminés. Par exemple, la configuration SurfEx SRS fait passer une pièce à travers une tête de tambour (ébavurage + élimination des oxydes), des brosses rotatives (arrondissement des bords) et une deuxième tête de tambour (finition à grain linéaire) en un seul passage. L'EdgeX SDR passe par la tête du tambour, les brosses supérieures (chanfreinage interne) et les brosses rotatives (bords arrondis + finition NDMF). La configuration de la machine est choisie au moment de la commande en fonction des processus requis par vos pièces. Vous n'êtes pas limité à un seul processus par machine.
Vous avez encore des questions ?
Passez en revue vos pièces avant de vous décider
Partagez votre matériau, votre épaisseur et la géométrie de vos pièces : nos ingénieurs cartographieront la bonne machine et pourront effectuer un test avec vos pièces réelles. Vérifiez le rayon des bords et la finition de la surface avant de vous engager.